Soudage des pièces
Une fois les pièces fabriquées, il sera primordial de les assembler. Regardez bien la maquette numérique. Pouvez-vous indiquer, par un symbole, l’endroit où seront réalisées les soudures ?
Le nombre 135 est un numéro de procédé. Pouvez-vous expliquer ce que cela signifie ?
135 : le nom du procédé : ______________ce qui signifie : __________________________________________
Et le numéro 141 ….. Très utile également. Savez-vous ce que cela signifie ?
141 : le nom du procédé : ______________ce qui signifie : __________________________________________
S33-4 Procédés semi automatiques (131, 135, 136, 138)⚓
I : Les Procédés MIG/MAG, fil fourré et simples, efficace
Les Procédés MIG / MAG sont des procédés de soudage électrique les plus répandus.
Très répandus dans l'industrie, ses applications sont nombreuses :
- construction métallique,
- chaudronnerie,
- tuyauterie
Il existe également d'autres procédé comme le Soudage semi automatique avec ou gaz avec fil fourré.

Voici précisément la nomenclature et numérotation des procédés de soudage :
131= Soudage MIG avec fil électrode fusible sous gaz inerte (GMAW)
135= Soudage MAG avec fil électrode fusible sous gaz actif (GMAW)
136= Soudage MAG avec fil fourré de flux sous gaz actif (FCAW)
138= Soudage MAG avec fil fourré de poudre métallique sous gaz actif (FCAW)
II : Signification : Que veut dire MIG / MAG ?
Le "MIG" est un procédé de soudage 'n° 131. Son abréviation signifie:
- Metal
- Inert
- Gas
Le MAG est similaire dans le fonctionnement, hormis le gaz et le fil utilisé. Le procédé de soudage est le n° 135. Son abréviation signifie:
- Metal
- Actif
- Gas
III : Le fonctionnement d'un poste MIG / MAG
C'est un procédé de soudage à l'arc (131 ou 135) dans lequel l'arc éclate au sein d'une atmosphère gazeuse entre la pièce à souder et un fil d'acier.
IV : Le poste
Complément : Cours sur le soudage MIG / MAG
Rendez vous sur le site ROCDACIER pour un cours sur les soudages MIG / MAG
Complément : Présentation du procédé MIG / MAG - no Gaz
Rappel : Les Équipements de Protection Individuels
Comme pour tous les procédés, le gant de soudage est indispensable.
Aussi, vous aurez besoin du casque de protection à obscurcissement électronique (de préférence)
Sans oubliés les équipement personnel et collectif :
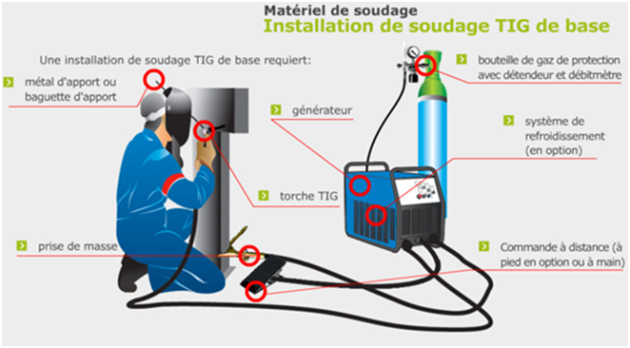
S33-3 Procédés TIG (141)⚓
I : Le Procédé TIG, simple, efficace, et esthétique
Le Procédé TIG (acronyme de Tungsten Inert Gas) est un procédé de soudage électrique.
Très répandu dans l'industrie, ses applications sont nombreuses :
- agroalimentaire,
- pharmaceutique
- aéronautique
- tôlerie Fine
Il permet d'assembler de nombreuses nuances de métal (Aluminium, acier, inox)

II : Signification : Que veut dire TIG ?
Le "TIG" est un procédé de soudage 'n° 141. Son abréviation signifie:
- Tungsten
- Inert
- Gas
Cela signifie que pour ce procédé, il est utilisé une électrode réfractaire en Tungstène et qu'il y a un gaz inerte de protection du bain de soudage.
Les différents gaz sont : l'hélium, l'argon ou le mélange des deux.
III : Le fonctionnement d'un poste TIG
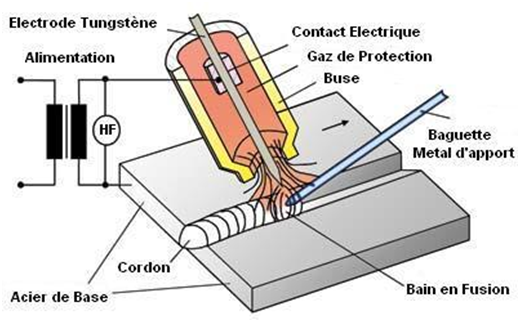
C'est un procédé de soudage à l'arc (141) dans lequel l'arc éclate au sein d'une atmosphère neutre (argon ou hélium) entre la pièce à souder et une électrode réfractaire (tungstène pur ou lanthane). Le procédé TIG permet le soudage des aciers inoxydables, de l'aluminium, du cuivre, du titane et de leurs alliages, etc... sur des épaisseurs comprises généralement entre 0.5 et 8 mm d'épaisseur.
Utilisé souvent en "première passe" pour les fabrications de hautes qualités. En effet, il permet une fusion parfaite des 2 métaux de base.
Souvent utilisé en automatique du fait des réglages simples
Courant continu pour le soudage des métaux "lourds" (ex : inox, aciers, etc.)
Courant alternatif pour le soudage des métaux "légers" (ex : aluminium).
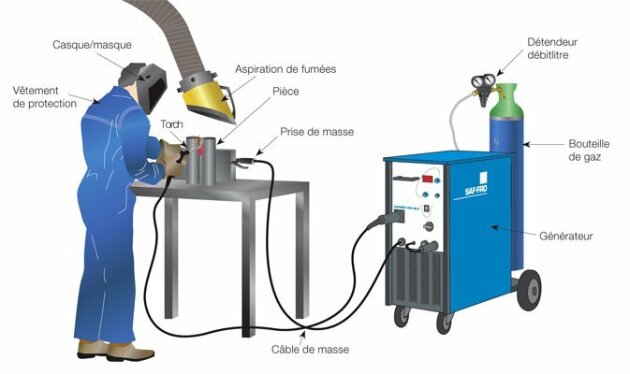
IV : Le poste
Sur certains poste, un refroidissement liquide peut être présent.
V : Composition de la Torche
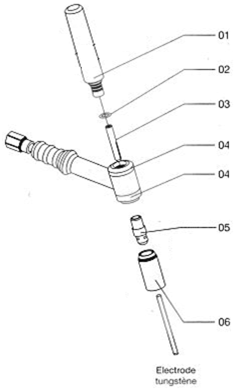
01 Bouchon
02 Joint de bouchon
03 Pince porte tungstène
04 Bague d'étanchéité / isolante
05 Siège
06 Buse
VI : Le refroidissement
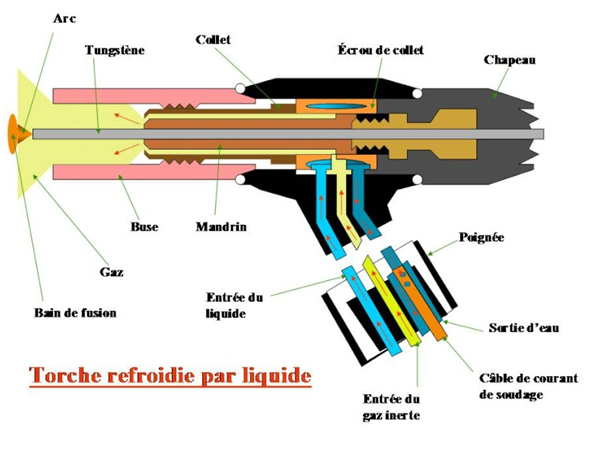
Le groupe de refroidissement par eau ou liquide de refroidissement est un dispositif utilisé pour le refroidissement de la torche lorsque cette dernière.
Utilisé pour éviter toute surchauffe en cas de soudage élevés. Cet appareil permet, au moyen d'une pompe, une circulation constante de liquide de refroidissement dans la torche et, au moyen d'un système de refroidissement, le contrôle des sur températures.
VII : Les gaz utilisés
Les deux principaux gaz utilisés en soudage TIG sont l'argon et l'hélium.
Ce sont deux gaz inertes, ce qui veut dire qu'ils protègent uniquement le bain de fusion. D'autres gaz inertes ont été essayés, mais leur faible production actuelle entraîne des pris élevés (Krypton, Xénon).
a. Argon :
Ce gaz se trouve dans l'atmosphère dans la proportion (non négligeable) de 0,94%. Il est un des produits de la distillation fractionnée de l'air liquide. On l'utilise en soudage sous diverses formes.
L'argon à 99,96% de pureté exprimée en VPM (ou parties en volume par million ou encore en cm3 par m3), ses impuretés ne dépassent pas : 100 VPM pour N2 50 VPM pour O2 et 300 VPM pour H2O.
L'argon raffiné à 99,995% pour les travaux de très hautes qualité. Les teneurs limites en impuretés sont 5 VPM pour O2 et H2O.
Un argon de moindre pureté que les précédents est utilisé en mélange avec CO2 et O2 et donne sur acier à bas carbone des soudures de meilleur aspect que le mélange gazeux réalisé avec l'argon - soudage dans la même proportion.
b. Hélium :
Pendant de nombreuses années, l'hélium était uniquement extrait des puits de gaz naturel d'Amérique du nord où on le trouve dans une proportion qui peut atteindre 2%. Considéré comme produit stratégique, l'importation de ce gaz en Europe est très limitée. Actuellement, on commence à extraire en quantité notable des gaz naturels européens, de sorte que son usage se développe.
L'hélium des soudeurs est à 99,995% de pureté. Les teneurs limites en impureté sont : h2 ≤ 5 VPM - O2 ≤ 5PM.
Pour le soudage, on utilise l'argon, l'hélium, le mélange de ces deux gaz, on peut aussi additionner un peut d'oxygène ou d'hydrogène pour le soudage des aciers inoxydables en automatique (vitesse élevée, pénétration importante).
Pour le soudage du Titane, du Tantale, du Zirconium, et tous métaux altérés à chaud par les gaz de l'atmosphère, on utilise de préférence de l'argon U. On additionne à la torche un système de protection supplémentaire, un traînard débitant de l'argon où le soudage s'effectue dans une "boîte à gant", sous atmosphère inerte.
VIII : Le Tungstène

La présence du thorium augmente le pouvoir émissif du tungstène, et permet une densité de courant plus élevée.
Il faut toujours utiliser une électrode de tungstène dans la fourchette supérieure de son intensité admissible.
Exemple : Pour souder à environ 110 A, en courant continu avec électrode en tungstène thorié, on choisira une diamètre de 1,6 mm au lieu d'un Ø de 2 mm.
On obtient une bonne stabilité de l'arc.
Le bon affûtage d'une électrode de tungstène est primordial pour assurer une bonne qualité de soudage. L'électrode fonctionne seulement comme support de l'arc, et par conséquent, ne doit pas fondre.
Le point de fusion de l'électrode de tungstène est de 3370°C.
Lorsqu'on soude au courant alternatif , il est nécessaire de fabriquer au bout de l'électrode une petite boule. (voir figure ci-dessous électrode de droite). Pour ce faire, il suffit d'amorcer l'électrode pour un moment sur une pièce de cuivre avec le courant continu à polarité inversée. Avec un tungstène au zirconium, la boule se fait automatiquement en courant alternatif avec haute fréquence continue.
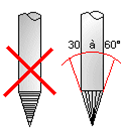
Pour souder au courant continu, il suffit de meuler l'électrode comme l'indiquent les figures ci dessus. L'électrode en CCPI n'a pas besoins d'être préparé car à cette polarité la chaleur est concentré à environ 70% sur l'électrode qui aura tendance à fondre. Prévoir de baisser les paramètres avant de faire une hémisphère à l'extrémité du tungstène. D'ailleurs la polarité inversée est très rarement utilisée.
Affûtage en pointe pour le soudage des aciers courants en CC courant continu
Complément : Cours sur le soudage TIG
Rendez vous sur le site ROCDACIER pour un cours sur les paramètres de soudage TIG
Complément : Présentation du poste TIG
Complément : Notice du poste à souder
Un doute sur l'utilisation du poste à souder ?
Retrouver la notice d'un poste à souder présent dans notre atelier. Il permet de nombreux paramètres pour une soudure parfaite.
Rappel : Les Équipements de Protection Individuels
Comme pour tous les procédés, le gant de soudage est indispensable.
Il doit être fin et permettre à l'utilisateur d'appuyer sur la gâchette facilement.
Ci après une photo :
Aussi, vous aurez besoin du casque de protection à obscurcissement électronique (de préférence)
