Découverte de la MOCN
Présentation des commandes
La Machine outil à commande numérique comprends :
- Un pupitre de commande
- Un bâti machine inférieur et supérieur

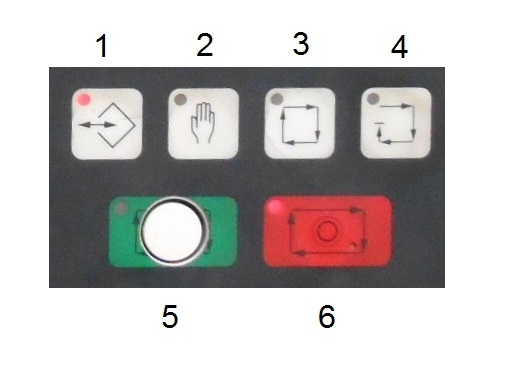
Présentation du Pupitre, commande principale
1 : Programmation
2 : Mode Manuel
3 : Mode Automatique
4 : Mode Pas à Pas
5 : Départ Cycle (DCY)
6 : Arrêt Cycle
Pupitre, vue d'ensemble

Méthode : Méthode de programmation
Méthode à appliquer :
- Lecture du plan (lire les cotes, trouver les indications d'épaisseurs, longueur, largeur, cotes mini...)
- Choix des outils
- Calcul de la Longueur développée et valider l'ordre de pliage
- Détermination des cotes machines
- Programmation de la pièce et des plis
- Réalisation, contrôle des cotes et des angles de pliage. Apporter les corrections si nécessaire.
- Valider la gamme de fabrication
- Contrôle
Choix des outils
Procédure pour le choix des outils (poinçon / Matrice)
Impossible d'accéder à la ressource audio ou vidéo à l'adresse :
La ressource n'est plus disponible ou vous n'êtes pas autorisé à y accéder. Veuillez vérifier votre accès puis recharger le média.
Réalisation d'un programme
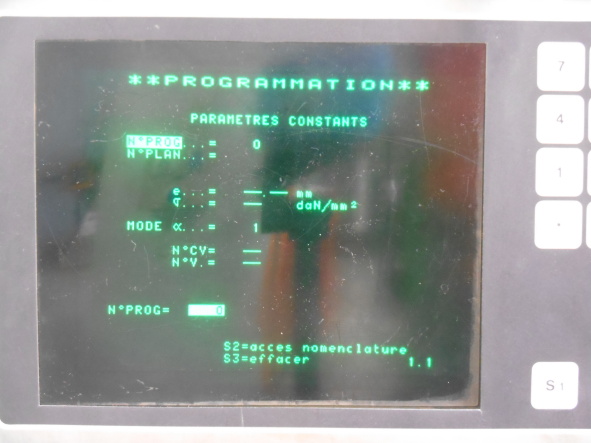
On retrouve ici les paramètres de programmation :
- N° PROG : Numéro de Programme
- N° PLAN : Numéro de Plan (nota, un plan peut être identique pour plusieurs pièce, la matière peut-être différente)
- e : l'épaisseur (en mm)
- σ : la résistance à la rupture (daN/mm²). Pour l'aluminium : 30 , pour l'acier 45, pour l'inox 60
- Mode α : 1 -> en l'air (valeur de α) ; 0 -> en position (valeur de montée de la cote Y)
- N° CV : Numéro de l'outil en bibliothèque (poinçon)
- N° V : Numéro de l'outil en bibliothèque (matrice)
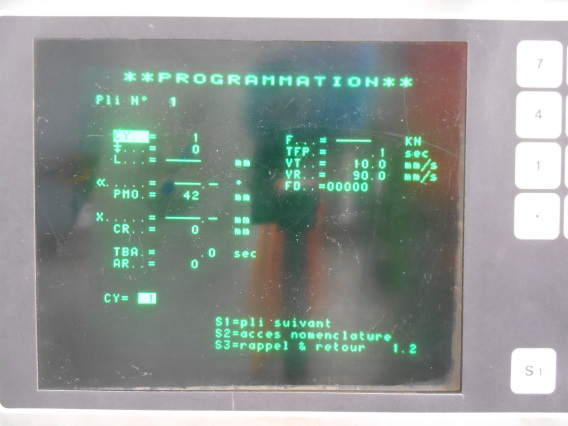
On va ensuite rentrer les paramètres de pliage pour chacun des plis :
- Numéro du pli (dépend du nombre de pli dans le programme)
- CY : Nombre de pli (cycle )
- Mode de pliage : 0-> en l'air / 1 -> en frappe
- L : Longueur à plier
- α : Valeur de réglage de la valeur de l'angle (α° )
- PMO : Point Mort Ouverture : distance Maximale à l'ouverture (déjà paramétré )
- X : Valeur de réglage de la butée arrière ( X mm )
- CR : Course de recul. Recul de la butée arrière au moment du pliage
- TBA : Temporisation Butée Arrière. Au moment du pincement de la tôle, délais avant déplacement de la butée (sec)
- AR : Attente Recul
- F : Force de pliage en kN calculée automatiquement )
- TFP : Temporisation Fin de pli
- VT : Vitesse de Travail
- VR : Vitesse de Retour
- FD : Fonction Machine tout ou rien
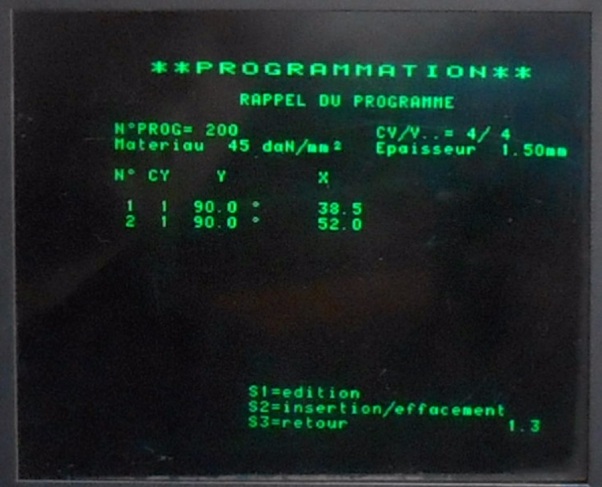
Rappel du programme
Cet écran permet de résumer les caractéristiques principales du programme :
- Numéro de programme
- Numéro d'outils
- Matériau et épaisseur.
Et pour chaque pli, :
- le numéro du pli
- Le nombre de Cycle"CY"
- La Valeur de pliage "Y"
- La cote de programmation "X" : "Cote machine " ou "butée"
Compléter la fiche "Rappel de Programmation"
Lancement d'un programme
Le mode "Pas à pas" (touche 4) va vous permettre de valider le programme après une phase d'essais et contrôle. Après chaque pli, le cycle se met en arrêt. Cela permet :
- un contrôle de la cote pliée ( X )
- un contrôle de la valeur de l'angle (α°)
Si une modification doit être apportée, apporter les "corrections" nécessaire à l'aide du clavier numérique, des flèches et de la touche ±
Le mode "Automatique" (touche 3) va vous permettre de produire les pièces en série. Il s'agit du mode de production utilisé en industrie.
Ce mode intervient UNIQUEMENT après la validation de la gamme et d'un premier essais en mode "Pas à Pas"

Correction du Programme
Ci contre, l'écran lors du mode de production
("Pas à pas" ou "Automatique")
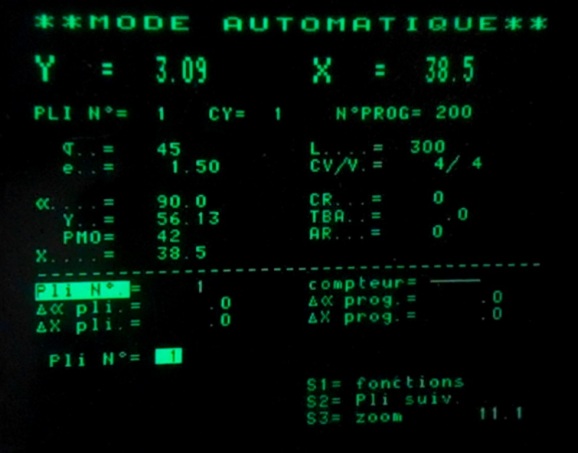
Dans le mode "Pas à Pas", il est possible de corriger les paramètres de pliage :
- un contrôle de la cote pliée ( X )
- un contrôle de la valeur de l'angle (α°)
A noter, sur la partie inférieure de l'écran, la modification est possible sur le "pli" partie gauche ou le "programme" (partie droite)