Les savoirs utiles pendant le cursus Technicien en Chaudronnerie industrielle
Tout au long de votre formation, vous allez découvrir de nombreux savoirs vous aidant dans l'acquisition des compétences pour devenir "Chaudronnier Industriel".
A travers ces différentes parties, vous allez obtenir les informations nécessaires pour votre cursus BAC PRO
Retrouver au format PDF, la totalité du "Livre Numérique" édition du 06 décembre 2025 : Savoirs_en_TCI - 2025 12 06.pdf
S1. La communication professionnelle⚓
S11 - Description des ensembles chaudronnés⚓
S11-1 Analyse fonctionnelle⚓
S11-2 Analyse structurelle et solutions constructives⚓
S11-3 Éléments de construction⚓
Les éléments standards...
En chaudronnerie ou en tuyauterie Industrielle, voire même pour des éléments de supportage, il existe des éléments standard, des éléments manufacturés qui sont acheté directement chez un fournisseur.

Photo d'une installation comprenant un réservoir sous pression et son supportage, et une tuyauterie
Les éléments de construction en tuyauterie Industrielle⚓
Présentation
La tuyauterie industrielle est présente tout autour de nous :
- Chauffage
- Transport de fluide (eau, gaz)
- Station de traitement des eaux usées
- Raffinerie
- Domaine de l'agroalimentaire (fabrication de chocolat, de dentifrice,.. )
Nous ne traiteront pas ici des gaines de ventilations, en général, réalisées en tôles d'acier de fine épaisseur.
Nous verrons ici comment réaliser rapidement une ligne de tuyauterie avec des éléments du commerce qui puisse assurer le transfert de fluides aisément et en toute sécurité.
Dans une installation, on peut apercevoir des vannes de régulation, des supportages de tuyauterie, des accessoires comme des coudes, des colliers, des brides...
Les accessoires de tuyauterie
Dans un souci de gain de temps et de facilité de mise en œuvre, des accessoires manufacturés sont très souvent mis en œuvre dans la fabrication de lignes de tuyauterie.
De nombreux éléments du commerces sont préfabriqués (courbes, Té, réductions), cela permet un gain de temps lors de la fabrication sur mesure d'ensemble complexe.
Jonction de tuyauterie
Pour assembler divers tronçons de tuyauterie, il est également nécessaire de monter des accessoires d'assemblage, comme des raccords à visser, à clamper ou à brider. Il en existe de nombreuses sortes, en fonction de l'utilisation finale du client.
Accessoires de tuyauterie : Maîtrise et Contrôle
Enfin, il n'y a pas de réseau de tuyauterie sans accessoires de contrôle ou de maîtrise comme les manomètres ou les robinets vanne :
- Les accessoires de contrôle
- Les organes de sécurité
Les accessoires de tuyauterie
Le cours
Ci après,vous pourrez avoir connaissance du cours.
Exemple : Exemple d'une ligne de tuyauterie
Voici le plan :
Voici l'énoncé :
Document support :
Les éléments de construction en chaudronnerie⚓
Les citernes de stockage
Les citernes permettent le stockage de produits :
- liquide (carburant, boisson, peinture, liquide lessiviels, ...)
- gazeux (gaz GPL, oxygène, ... )
- sous pression ou non (eau surchauffée, cuve de préparation de produits industriels,...)
Pour permettre un bon fonctionnement, la citerne peut posséder des piquages latéraux, des éléments pour la manutention ou le supportage de la citerne.
De plus, des accessoires pour la prise de température, de la pression sont possible. Ils doivent être fixés sur la cuve par des raccord vissés ou des brides.
Vous trouverez ci joint le cours et le diaporama.
Cours :
Diaporama : Element en Chaudronnerie.ppsx
Les éléments de supportage⚓
Supportage
à venir...
S12 - Communication technique⚓
Langage à part entière
La communication technique permet de transmettre des informations dans le monde industriel. Pour mener à bien un projet, une commande, une réalisation, divers documents existent.
S12-1 Règles et normes de représentation des ensembles chaudronnés⚓
Représentation d'une pièce, ou d'un ensemble.
La communication technique est primordiale. C'est grâce à elle que l'entreprise dialogue avec ses clients et ses fournisseurs.
Au sein de l'entreprise, la représentation d'une pièce permet de valider les caractéristiques entre les différents services : commercial, bureau d'études, service achats et atelier de fabrication.
Une erreur de représentation, de cote ou d'annotation risque de compromettre la réussite du projet.
Le risque est également financier : reprise de la pièce, pénalité de retard....
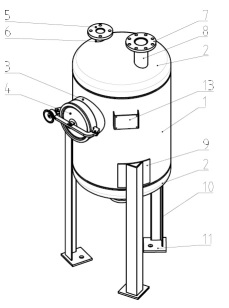
Présentation de l'ensemble chaudronné
L'ensemble présenté ci après comprend un réservoir avec des piquages tubulaires sur la partie supérieure et latérale.
Le réservoir est positionné sur 3 pieds en fer UPN avec des platines à fixer au sol.
Définition : Le plan d'ensemble ....
Le plan d'ensemble présente l'objet, l'ensemble des pièces à réaliser, ou à assembler.
On trouve, sur chaque plan d'ensemble, des éléments permanents : la nomenclature, et le cartouche.
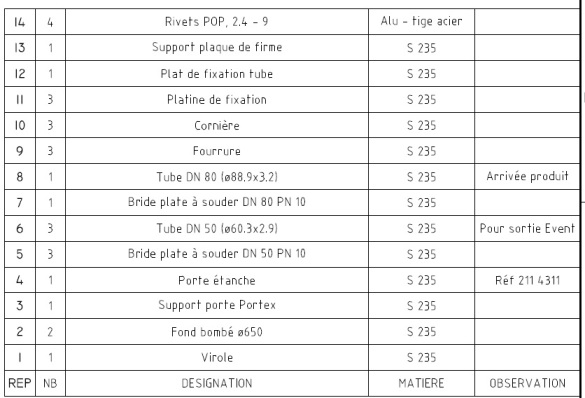
Qu'est ce qu'une nomenclature ?
La nomenclature est la liste des pièces ou sous-ensemble présent sur l'ensemble lui même. On peut voir dans une nomenclature :
- un repère qui permet d'identifier la pièce sur le plan
- une quantité dénombrant les pièces identiques présents sur le sous ensemble / ou l'ensemble
- une désignation
- la matière de l'élément
- une observation pour donner des indications complémentaires (référence à un plan, une norme, .... )
Qu'est ce qu'un cartouche ?
Le cartouche permet d'identifier le plan. On y voir des informations permettant de connaître :
- le titre du plan indiquant le nom de l'ensemble et le nom du plan
- le dessinateur
- la date de réalisation
- un indice de révision
- l'échelle du plan
- le nom de l'établissement
- la référence du plan permettant un archivage

La lecture d'un plan, comment ça marche
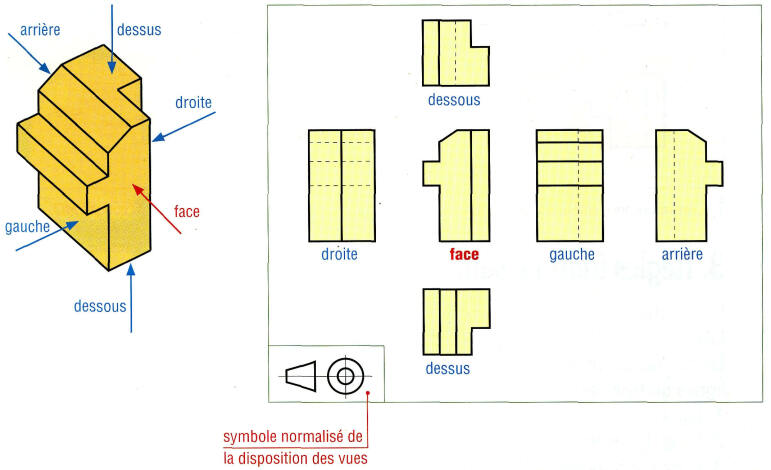
Pour représenter le volume d'une pièce ou un ensemble sur une feuille, il est nécessaire de procéder à la représentation des vues "à plat", c'est à dire, en 2 D.
Afin de pouvoir visualiser la pièce dans son ensemble, plusieurs vues peuvent être nécessaire comme le montre l'image suivante.
On prendra soin d'aligner les différentes vues pour assurer une concordance des vues entres -elles.
Définition : Plan d'ensemble, de sous ensemble et d'éléments.
Le plan d'ensemble permet de représenter une installation, ou un ensemble mécano-soudé dans son ensemble.
Les cotes d'encombrements sont présentes et permettent de prendre en compte l'environnement de l'ensemble.
Par exemple, pour un réservoir, les cotes de niveau sont présentent pour permettent de le raccordement de l'appareil.
On voit apparaître une nomenclature indiquant les sous ensembles, pièces seule, ou éléments de visserie présentes sur l'ensemble.
La vue principale est la représentation de l'ensemble lors de son fonctionnement. En général, il s'agit de la vue de face
Le plan de sous ensemble est la représentation d'une partie de l'ensemble présent sur l'installation.
Un Sous ensemble est constitué de 2 pièces minimum, assemblées de manière définitive par un cordon de soudage, par collage, ou par déformation de matière (emboutissage, agrafage... )
Sur le plan d'un sous ensemble, on voit apparaître une nomenclature des pièces soudées constituantes du sous ensemble.
Le plan de détail ou de fabrication donne toutes les indications nécessaires à sa fabrication dans un atelier : matière, tolérance de fabrication,
Définition : Schéma de principe d'une installation d'un sous ensemble.
Le schéma de principe de l'installation permet de comprendre rapidement le fonctionnement de celui ci, sans pour autant avoir toutes les informations indispensables à la réalisation (cotation de soudure, dimensions précises de fabrication, .. )
Par rapport au plan présenté ci dessous, le schéma permet cependant d'avoir les informations principales :
- dimensions entrée et sortie de fluides,
- hauteur de raccordement
- dimensions globales de l'ensemble.
Représentez un schéma de principe du réservoir présenté ci dessus.
Définition : Représentation isométrique.
Nous distinguerons 2 types de représentations ISOMÉTRIQUE :
- la représentation d'une pièce dans l'espace,
- la représentation d'une portion de tuyauterie
- la représentation d'une pièce dans l'espace :
Pour la représentation d'une pièce, il y a 2 types de représentations :
- La perspective cavalière (les fuyantes sont à 45°)
- la perspective isométrique (seulement 1 axe est vertical, les 2 autres sont incliné à 45 °)
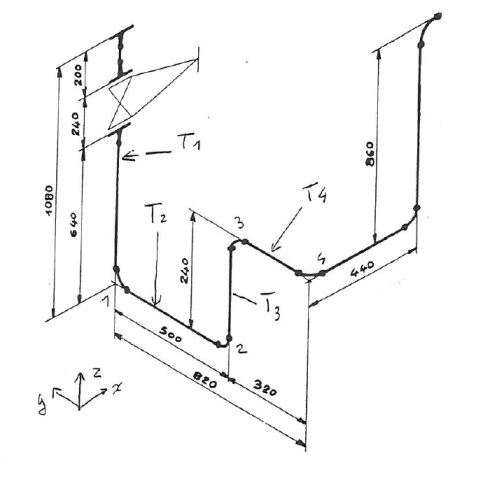
La représentation d'une portion de tuyauterie permet de modéliser, sur une seule planche de dessin, les propriétés de la portion de tuyauterie. Elle est très utilisées dans le domaine de la tuyauterie industrielle.
Ici une vue en perspective
Représentation d'une tuyauterie
(on remarque ici le repère Oxyz)
Croquis à main levée.
Le croquis à main levée permet de donner rapidement une idée en vue de la réalisation d'un projet.
On peut voir apparaître sur le croquis les côtes nécessaires à la conception finale de la pièce.
Sur le croquis, il est important d'y faire apparaître l'environnement de la pièce (ce qui l'entoure, les éléments à prendre en compte à proximité de l'élément à définir)
Exemple : Exemple d'analyse d'un plan d'ensemble
Ci après, un exercice à réaliser pour l'étude et le repérage des pièces sur un plan d'ensemble. Le coloriage est très important et facilité la lecture du plan.
Dans la deuxième partie, vous devrez réaliser un plan de détail de 2 pièces (une pièce à plat et une pièce de tôlerie pliée)
S12-2 Spécifications normatives et réglementaires⚓
S12-3 Le modeleur volumique⚓
Le logiciel SOLIDWORKS.
Ce modeleur présent dans l'industrie permet de concevoir des pièces de toutes formes possible. Pour des pièces de tôlerie, le logiciel nous permettra de préparer les pièces à plat pour une fabrication à l'aide d'une Machine Outil à Commande Numérique de type centrale Laser, Plasma ou poinçonnage.
Évidement, chaque logiciel permet également une mise en plan, nécessaire pour une fabrication dans l'atelier.
Quelques tutoriels
Logiciel complexe, Solidworks est l'un des modeleur le plus reconnu dans le monde industriel. Pour utiliser les nombreuses fonctions, vous trouverez quelques tutoriels en relation avec le monde de la tôlerie.
S13 - Les documents techniques⚓
Indispensables ...
Pour la fabrication d'un affaire, d'un ensemble chaudronné ou la mise en œuvre d'une réparation ou d'une maintenance, de nombreux documents sont crées.. Voyons lesquels :
Complément : Dossier technique
Terme générique désignant un ensemble de données techniques relatives à une ou plusieurs phases de la vie d'un produit (conception, industrialisation, fabrication, maintenance...). Ce type de dossier comporte des données, des comptes rendus, des analyses spécifiques et des conclusions techniques.
S13-1 Les documents⚓
Plusieurs types de documents...
La fabrication d'une pièce ou d'un ensemble chaudronné ne se fait pas sur un coup de tête et pour assurer la traçabilité dans le temps vis à vis du client, de nombreux documents existent au sein d'une entreprise. Voyons quels documents existent....
Cahier des charges⚓
Le besoin du client
Le cahier des charges permet de rassembler toutes les informations nécessaire à la bonne marche du projet. Ces informations sont importantes et font partie intégrante de la commande auquel se réfère le client du sous-traitant de l'entreprise de chaudronnerie. Dans de document, on peut trouver :
- les matériaux nécessaires à la fabrication de l'ensemble chaudronné ou de la tuyauterie
- les fonctions à réaliser
- les normes à utiliser
- les spécifications de peinture de l'ensemble si nécessaire
- les indications pour la réalisation d'un dossier constructeur (règles à respecter)
- les conditions de fabrication
- le délais à respecter
Pour synthétiser le projet, 2 schémas peuvent être réalisés :
- la bête à cornes : le schéma répond aux questions :
A qui le produit rend t-il service ?
Sur quoi agit-il ?
Dans Quel but ?
- la pieuvre : elle fait apparaître les fonctions principales et les fonctions contraintes
Retrouver le cours distribué aux élèves :
Complément : Cahier des charges fonctionnel NF X 50 151
Document par lequel le demandeur exprime son besoin (ou celui qu'il est chargé de traduire) en termes de fonctions de services et de contraintes. Pour chacune d'elles, sont définis des critères d'appréciation et leurs niveaux. Chacun de ces niveaux doit être assorti d'une flexibilité.
Le cahier des charges fonctionnel (C.d.C.f.) est un document qui évolue et qui s'enrichit au fur et à mesure de la phase de création d'un produit.
Le C.d.C.f. doit donc être rédigé indépendamment des solutions envisageables et doit permettre l'expression du besoin dans des termes compréhensibles par les utilisateurs.
Cahier de soudage⚓
Une traçabilité sans faille
Le cahier de soudage regroupe les indications à suivre par le soudeur pour la réalisation d'un cordon de soudure.
Les assemblages sont soumis à des notes de calculs lorsque l'ensemble est soumis
- à des charges (comme des structures acier, des ponts, des ensembles porteurs : grues, ponts,... )
- à des pressions intérieures ou extérieures (cuves sous pression, réservoir de gaz, chaudières)
Les calculs sont réalisés avec des logiciels spécifique faisant références à des codes de constructions (voir plus loin)
Documents de traçabilité⚓
Un retour sur la fabrication ...
La traçabilité permet de créer "l'historique" de l'ensemble chaudronné.
Le document de traçabilité peut porter plusieurs noms :
- fiche suiveuse
- fiche de lancement
Complément : Traçabilité
Aptitude à retrouver l'historique, l'utilisation ou la localisation d'un article ou d'une activité, ou d'articles ou d'activités semblables, au moyen d'une identification enregistrée.
Définition : La Fiche Suiveuse
La fiche suiveuse est éditée dès le début de la fabrication de la commande. Sur ce document est inséré soit un code barre ou un numéro de lancement permettant d'identifier rapidement la commande à fabriquer.
Sur ce document figure toutes les étapes de fabrication et chaque opérateur peut ainsi "scanner" le code barre de la fiche suiveuse. Le nom de l'opérateur et le temps de fabrication sont alors consignés dans l'historique de fabrication.
Définition : La Fiche de Lancement
La fiche de lancement permet, comme la fiche suiveuse, de mettre en fabrication une pièce ou un ensemble chaudronné. On peut y trouver la nomenclature des pièces nécessaire pour la fabrication.
Le Dossier de fabrication⚓
Toutes les informations nécessaires..
Tout au long de la fabrication, des documents sont crées permettant ainsi de suivre la fabrication et la réalisation de la commande.
On pourra y trouver :
une gamme opératoire
un dossier de soudage
un dossier matériaux (les numéros de coulées sont répertoriés) et les certificats matières
des plans avec annotations
des fiches de contrôles
des fiches de non conformités
Complément : Dossier de fabrication
Ensemble de documents précisant les moyens matériels et humains retenus et à mettre en œuvre dans une entreprise, pour assurer et garantir la réalisation d'une fabrication en conformité au cahier des charges (ou dossier contractualisé). Il précise également toutes les instructions spécifiques liées aux différentes phases opératives du cycle de réalisation.
Définition : La Gamme Opératoire
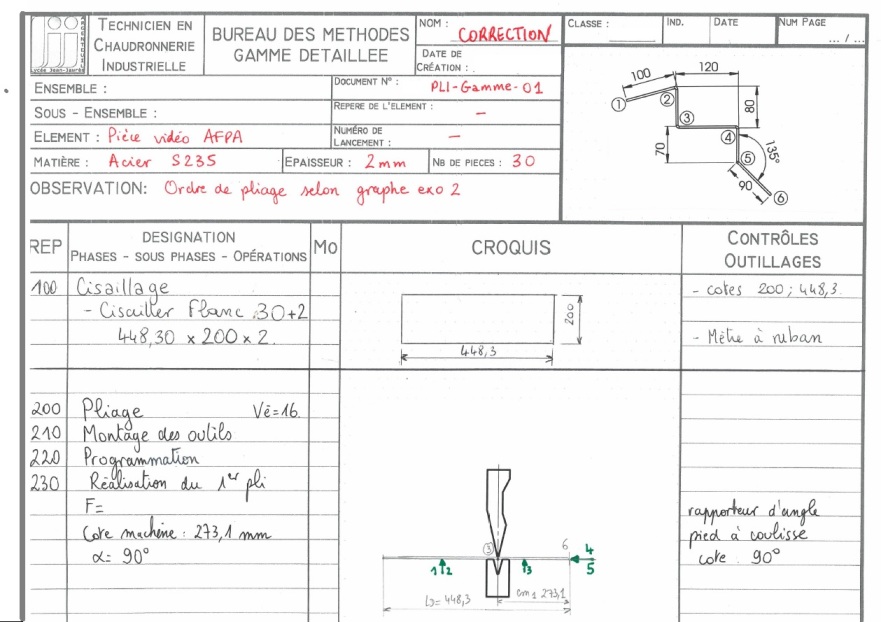
La gamme opératoire est un document très important permettant de donner des consignes à l'opérateur lors d'une (ou plusieurs) phases de fabrication. Sur ce document, les informations importantes par rapport à l'ensemble à fabriquer sont indiquées :
- le nom de l'ensemble à fabriquer , le sous ensemble et l'élément
- la matière, l'épaisseur, la quantité de pièce à réaliser
- le nom du rédacteur de la gamme opératoire
- un croquis ou un plan de la pièce à fabriquer
- toutes les opérations à fabriquer et les informations s'y rapportant
Pour chacune des opérations, les informations suivantes sont à spécifier :
- le nom de la machine outils à utiliser
- les numéros de programmes si existant
- les paramètres de programmation éventuellement (cotes de pliages, outils nécessaires...)
- des indications sur le contrôle de la pièce (cotes à contrôler, outillage nécessaires, ...)
- un croquis pour permettre une meilleure compréhension
Il est possible de retrouver des indications sur le temps de préparation alloué pour la préparation et le temps de fabrication pour chacune des phases.
Exercice sur une gamme de pliage : Contrôle : Range feuille
Ci après un exemple d'une gamme de pliage à compléter (format pdf) : Range Feuille - Gamme.PDF
Définition : Le Dossier de Soudage
Le dossier de soudage permet de faire état des soudeurs étant intervenus sur l'ensemble chaudronné.
Chaque soudeur possède sa Qualification qui lui permet de réaliser un assemblage soudé conforme aux spécifications du cahier de soudage.
Le responsable qualité repère les cordons réalisés et consigne les soudures dans le dossier de soudage. Dans le cadre d'un appareil sous pression ou nécessitant une fabrication suivie, les cordons de soudures pourront être contrôlés par des procédés d'analyse destructifs ou non.
Définition : Le Dossier Matériaux
Pour certaines application dans le domaine pharmaceutique, il est nécessaire de s'assurer de la nature du matériau. Il est possible de demander un certificat matière lors de la commande des matériaux. Celui ci sera alors archivé dans le dossier matériaux, inclus dans le dossier de fabrication.
Définition : Les Plans de fabrication
Les plans de fabrication seront inclus dans le dossier de fabrication. Des annotations peuvent y être apportées pour un meilleur suivi.
Les plans doivent être réalisés avec soin.
Définition : Les Fiches de Contrôles
Les fiches de contrôles dimensionnelles sont importantes lors d'une fabrication de pièce ou d'un ensemble chaudronné.
Définition : Les Fiches de non-conformités
Elles permettent de faire un retour au bureau d'études ou au fournisseur en cas d'une pièce ne répondant pas aux critères définies par le bureau d'études.
Planning de fabrication⚓
Pourquoi planifier ?
La planification d'une fabrication permet, au sein d'une entreprise :
une meilleur gestion des achats de matériaux
une organisation plus efficace de la main d’œuvre
une mise en adéquation des différents services ou fournisseurs (prévoir un contrôle soudage par une entreprise sous traitante par exemple)
Le planning prévisionnel
Comme son nom l'indique, le planning prévisionnel permet d'avoir une vue d'ensemble sur l'affaire traitée.
On y fait apparaître toutes les phases de fabrication, de conception, de gestion.
Les méthode de gestion comme le GANTT permet de prendre en charge de gros projets
Nous pourrons prendre en compte les phases suivantes (liste non exhaustive) :
étude
approvisionnement des matériaux
Phase de débit
Phase de conformation
Assemblage
Contrôle
Peinture
Expédition
Un suivi pendant toute la phase de réalisation est nécessaire pour suivre au mieux l'avancée du chantier (ou de la pièce).
Le planning permet un ajustement au cas où pour éviter un retard (par exemple)
Les informations indispensables
Il y a plusieurs possibilité pour planifier une affaire ou une réalisation de pièce, par exemple on pourra lister :
- les employés qui sont dédiés aux tâches de l'entreprise
- les machines utilisées
- les affaires en cours avec les différentes tâches.
Les employers :
Dans le cas d'employés polyvalent, il est possible d'attribuer plusieurs tâches à réaliser par cet employer tout au long de la journée, ou de la semaine. Par exemple : cisailler , plier, souder avec pour chacune des action, une durée qui lui est attribuée. Cela donne ainsi le temps total de travail prévu pour l'employer.
D'autres informations comme les congés, les arrêts maladies, les indisponibilités peuvent figurer sur le planning.
Les machines utilisées :
Pour des machines, on pourra leu attribuer des nom d'affaire ou de client. Ainsi, on pourra déterminer un créneau libre, ou au contraire, vérifier que la machine est disponible pour une maintenance par exemple.
Les affaires en cours.
Comme pour le personnel, pour chaque affaire il est possible de déterminer les différentes tâches que devra subir la réalisation de la pièce ou de l'ensemble. Des dates importantes (comme une visite du client) peut être indiquées sur le planning. Cette date n'est pas modifiable par exemple, il s'agit d'une contrainte supplémentaire lors de la réalisation de l'affaire.
Les logiciels et les outils pour planifier
De nos jours, l'informatique permet d'être très réactif sur la planification d'un projet. On pourra informatiser les pratiques issu des outils suivant :
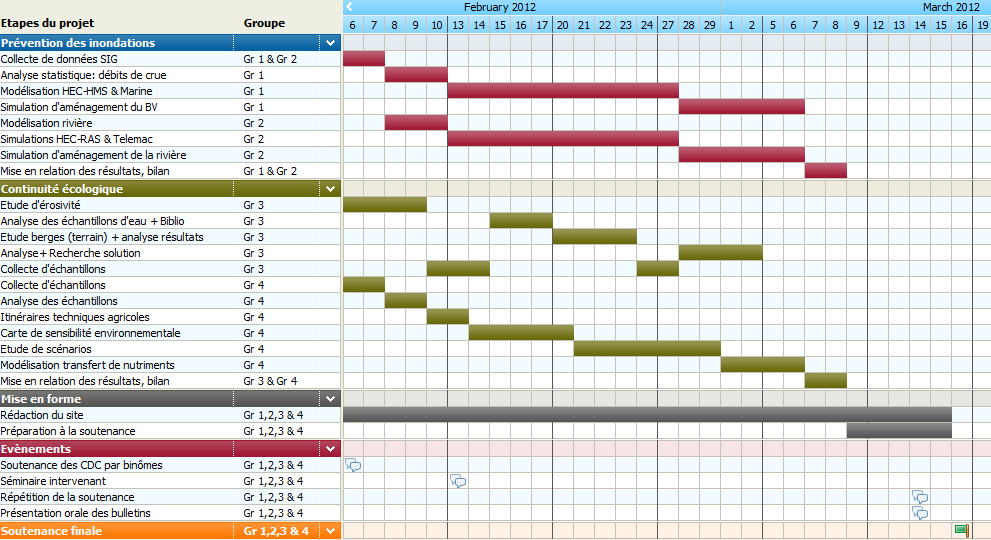
- Diagramme de Gantt
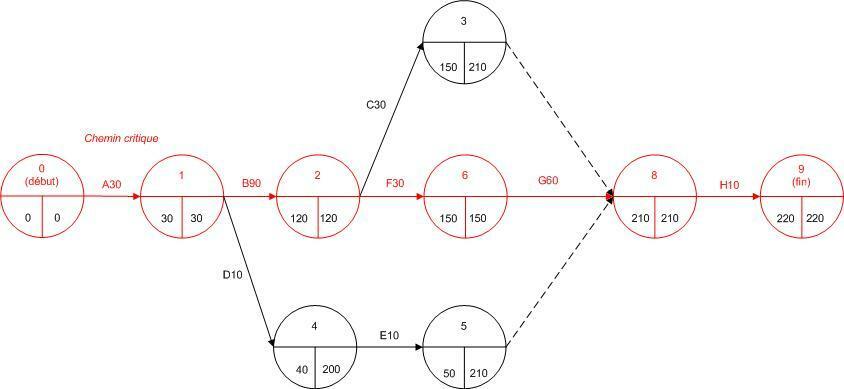
- Réseau PERT
Le diagramme de GANTT permet une lecture horizontale du projet. On y voit un descriptif des tâches à réaliser (à la verticale) et le temps sur l'axe horizontale.
Aussi, les taches sont liées entre elles par des connecteurs. Quand une tâche est finie, elle peut conditionner le début de la suivante.
Pour exemple :
- le débit à la cisaille ne peut commencer que si la tôle a été livrée.
Avec l'informatique, le suivi est très facile à réaliser et les dates de fin de chantier recalculées dès qu'une modification apparaît. Il est également possible d'indiquer un pourcentage de tâche réalisée au fur et à mesure de l'avancement du projet.
Le réseau PERT est un outil de calcul très efficace. Il permet entre autre de déterminer le "chemin critique" de la réalisation d'un projet. Par exemple, il y a des actions qui peuvent être réalisée indépendamment pendant la fabrication de la pièce ou de l'ensemble, sans pour autant imputer un retard sur le temps total. Au contraire, si un retard intervient sur la livraison de la matière première par exemple, le temps total de fabrication sera automatiquement affecté du retard.
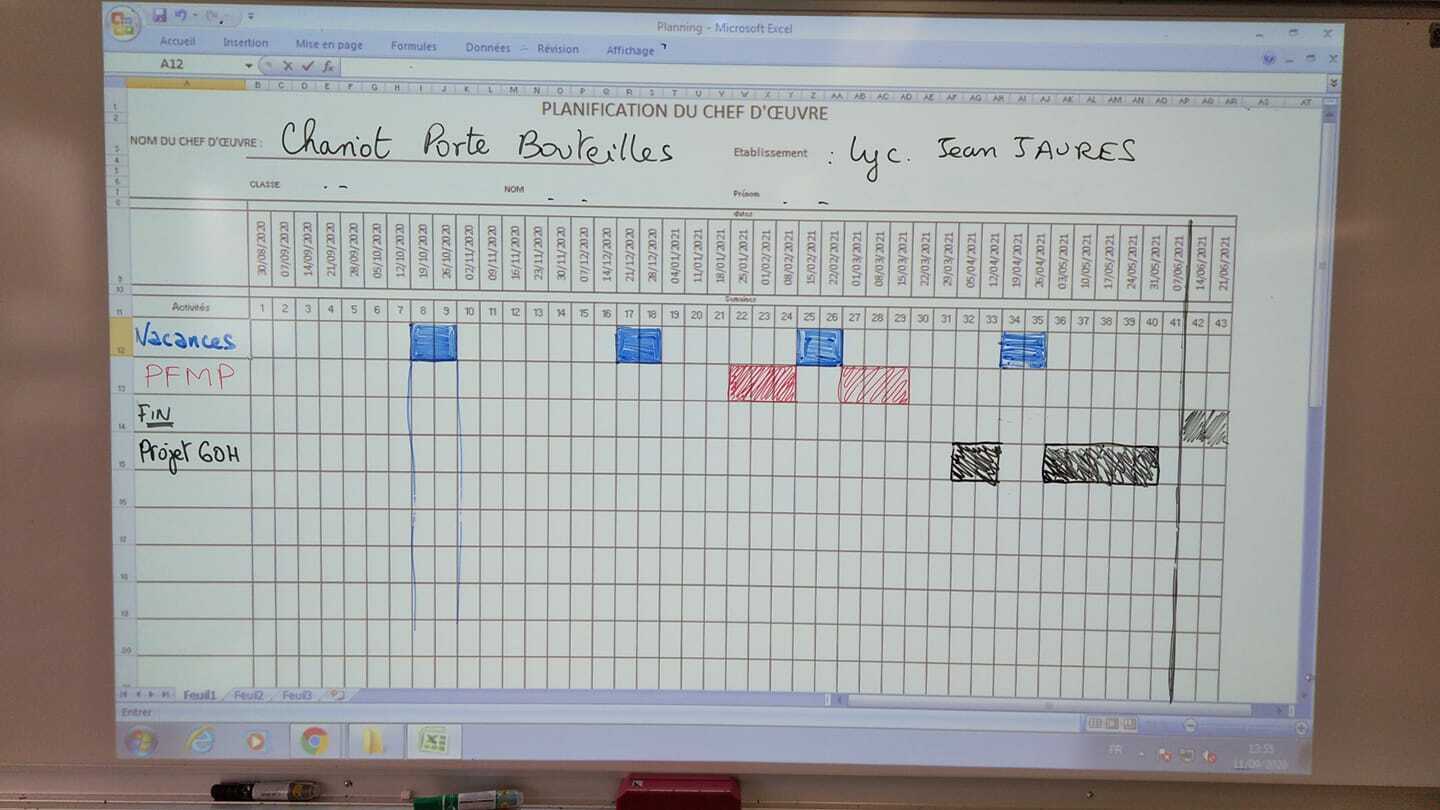
Exemple : Planification du Chef d'œuvre
Réalisation d'une planification prenant en compte les vacances, la période de PFMP
Règlements⚓
Normes⚓
Standardisation...
La conception ou la fabrication d'un ensemble chaudronné utilise des normes spécifiques. L'AFNOR est l'Association Française de NORmalisation. C'est un groupe de travail qui, à partir d'une problématique industrielle, rédige des consignes ou des recommandation à suivre afin que le produit soit nationalement reconnu et correspond à des critères importants (dimensions, fonctionnement).
Ainsi, les produits fabriqués (les profilés, les produits laminés, les tôles, ..) font références à une certaine norme.
Aussi, la fabrication de machine complète , avec des élément tournants, font aussi références à une norme spécifique.
Les normes de l'AFNOR sont nécessaires pour la réalisation d'un ensemble chaudronné. Voir le site internet pour de plus amples détails.
La norme NF
La norme NF est un sigle qui permet la reconnaissance de l'objet dans le monde. Cette apposition démontre que l'objet a été conçu, réalisé et testé et correspond au cahier des charges pour l'obtention du label NF, c'est un gage de qualité et de sécurité.
Sur le site Wikipédia, vous trouverez une liste non exhaustive des normes existante.
Codes⚓
Construction selon les codes spécifiques.
Il existe des codes spécifiques de construction en fonction des applications :
- le CODAP : pour le CODe de construction des Appareils à Pression non soumis à la flamme
- le CODETI : pour le CODE de Construction des Tuyauteries Industrielles
Ce document permet de calculer les épaisseurs de virole nécessaire à la conception d'appareil, mais définit également les règles de fabrication et de préparation des bords de soudage.
Ce document permet de concevoir un supportage de tuyauterie. Il donne les règles à respecter pour la conception d'une ligne de tuyauterie.
S14 - Les matériaux et produits d'apport⚓
A chaque application son matériaux ...
Les nuances d'aciers sont multiples :
- l'acier à peindre pour de multiples application (menuiserie métallique, ... )
- les inox pour l'industrie pharmaceutiques ou agroalimentaire
- les alliages pour l'aéronautique
- les fontes pour des applications spéciales (radiateur bâti machine)
- ...
Les applications sont nombreuses, tout comme les types d'acier.
S14-1 Les matériaux⚓
Matière première et métal d'apport... Quelle est la différence ?
Le chaudronnier utilise des matières premières : des tôles, des tubes, des profilés. Pour assembler ses pièces, il a besoin d'utiliser des procédés de soudage comme les MAG, l'électrode enrobée.
Il existe de nombreuses nuances d'acier mais également de métal d'apport.
Dans un premier temps, vous découvrirez comment est fabriquée la matière première, puis dans un deuxième temps, nous spécifications les termes des produits élaborés et pour finir, vous verrons comment choisir le métal d'apport.
Les procédés d'obtention⚓
Le minerais de fer ... mais pas seulement.
Pour produire de l'acier, il existe plusieurs procédés :
- à partir du minerai de fer. Le problème est la disponibilité des ressources naturelles qui diminuent.
- à partir des aciers recyclés que l'on trouve dans les déchetteries ou chez les ferrailleurs.
Complément : Émission "C'est pas sorcier"
La célèbre émission "C'est pas sorcier" vous explique l'obtention des aciers. C'est une procédé issue de l'industrie Métallurgique.
Rendez vous sur le lien suivant pour la diffusion sur le site youtube.
Désignation normalisée et formes commerciales⚓
Un nom, une forme
Pour pouvoir fabriquer des ensembles chaudronnés, le concepteur doit puiser dans un catalogue de formes génériques, avec des nuances d'acier qui sont connues. Nous allons découvrir ces 2 points particuliers ci après.
Définition : Désignation normalisée
Entre les Aciers de construction ou aciers pour les appareils sous pression, chaque acier a sa désignation normalisée :
les aciers de construction
les aciers pour les appareil à pression
les tubes pour canalisation
Définition : Formes commerciales
Il existe de nombreuses formes commerciales pour acheter des produits métalliques :
les plaques d'acier
les tôles
les tubes ronds
les profils creux (carré ou rectangulaires)
les laminés (plat, rond, carré) ou profils spécifiques : UPN, IPN, HEB,...
les étirés (plat ou rond)
Pour chaque formes, il existent plusieurs nuances. A préciser pour chaque affaire.

Vous pouvez retrouver un catalogue complet des produits laminés ici
Caractéristiques mécaniques⚓
Les métaux se distinguent par des caractéristiques particulières qui déterminent leur soudabilité et leurs utilisations. Aujourd'hui, la plupart des métaux utilisées sont des alliages. Un alliage est un mélange d'un métal de base avec un autre métal dans le but d'améliorer ses propriétés physiques
Les métaux ferreux, qui contiennent du fer. Par exemple, l'acier doux, la fonte, les aciers alliés et les aciers inoxydables sont des métaux ferreux.
Les métaux non ferreux, qui ne contiennent pas de fer. L'aluminium, le cuivre et le magnésium comptent parmi ces métaux.
Résistance
La résistance ou "Limite élastique "est la propriété qui défini les caractéristique du matériau à se déformer sans se rompre, et ce, de manière irréversible, sous une contrainte mécanique.
Pour les aciers de construction, la valeur Re peut aller de 235 à 355 MPa. Pour un inox la valeur sera de 185 MPa.
Il ne faut pas confondre avec la "Résistance à la Rupture" pour laquelle les valeurs seront respectivement de 340, 490 et 440 à 640 MPa pour les inox.
Dureté :
La dureté d'un matériau est définie comme la résistance qu'il oppose à la pénétration d'un corps plus dur que lui. Par exemple, l'acier est plus dur que l'aluminium, car il est plus difficile à rayer. En d'autres termes, la dureté dépend de la facilité avec laquelle un corps peut déformer ou détruire la surface d'un matériau en y pénétrant.
Pour déterminer la dureté d'un acier, on utilise pour cela le Test Vickers ou Brinell
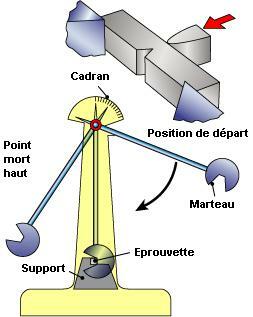
La résilience
Résistance qu'offre un matériau à un effort appliqué brutalement, avec effet de choc. Essai indispensable pour déterminer la fragilité du métal. Il consiste à briser une éprouvette entaillée d 'un seul coup de masse et à mesurer l 'énergie absorbée par cette rupture. On utilise généralement un marteau pendule.
Élasticité
L'élasticité d'un métal désigne sa capacité à reprendre sa forme, tel un ressort que vous étirez et relâchez. La limite d'élasticité représente le point à partir duquel la pièce est déformée de manière permanente.
Malléabilité
La malléabilité est la facilité avec laquelle un matériau se laisse façonner, étendre et aplatir en feuille mince sous un effort de compression. Les procédés de compression sont le forgeage (martèlement) et le laminage (rouleau compresseur). L'or, l'argent, le fer blanc et le plomb sont très malléables. La malléabilité croît avec l'augmentation de la température.
loi de Hooke,
- module d'élasticité longitudinale (Young) ...
C'est une valeur qui dépend du matériau lui même. Cette constante permet ensuite de nombreux calcul comme l'allongement sous une force appliqué au matériau. Son unité est MPa.
Autres termes :
- Ductilité
Un matériau est dit ductile lorsqu'il peut être étiré, allongé ou déformé sans se rompre. Des métaux comme l'or, le cuivre et l'acier doux sont ductiles.
- Fragilité
Un métal fragile est un métal qui se rompt au lieu de se déformer. Le verre, la fonte, le béton et les céramiques sont d'excellents exemples de matériaux fragiles. Ils ne supportent pas les efforts de pliage et se brisent lors d'un choc ou impact.
- Ténacité
Cette propriété est en quelque sorte le contraire de la fragilité. Connue aussi sous le terme de "résilience", la ténacité est la capacité d'un matériau à résister à la rupture sous l'effet d'un choc. Par exemple, l'acier est plus tenace que la fonte, et la fonte plus tenace que le verre. Les machinistes outilleurs œuvrant dans la fabrication de systèmes de poinçon et de matrices en acier connaissent fort bien l'importance de cette propriété. Lorsque les systèmes ont pour fonction de découper des plaques d'acier par poinçonnage, il faut que les poinçons résistent bien aux chocs, sans se briser ni s'écailler, étant donné le rythme de production de plus en plus élevé.
Aptitudes des matériaux⚓
Les traitements thermiques⚓
Pourquoi faire des traitements thermiques
Les traitements thermiques sont nécessaire pour modifier la structure de l'acier en lui même pour une meilleure utilisation.
Vous pouvez regarder les vidéos suivantes :
- TRAITEMENT THERMIQUE DE L'ACIER partie 1 : https://youtu.be/X-VfmVngtjw
- TRAITEMENT THERMIQUE DE L'ACIER partie 2 : https://youtu.be/NvOWUeGJyrg
S14-2 Les métaux d'apport⚓
Classement des métaux d'apport⚓
Différentes formes des métaux d'apport⚓
électrode, fil nu, fil fourré).
Les désignations normalisées⚓
Prescriptions d'utilisation⚓
(paramètres, étuvage, positions).
S14-3 Les gaz et les flux⚓
Complément : Brochure INRS
Indispensable en matière de conseil et réglementation, l' Institut National de Recherche et de Sécurité a édité une brochure qui résume toutes les informations importantes à savoir (type de gaz, préconisations de stockage, ....) :
vous trouverez l'accès ici : Les bouteilles de gaz
Classement des gaz et des flux⚓
Les gaz et les flux
Dans l'industrie, il est possible de trouver différents type de gaz :
Gaz non toxique, non inflammable
Gaz inflammable
Gaz comburant
Gaz toxique
Gaz corrosif
Gaz dangereux pour l'environnement
![]()
Les flux sont utilisés en soudage pour réaliser le cordon de soudure.
Vous trouverez des informations complémentaires sur le site internet rocdacier.com
Différents types de gaz (neutre, actif) et flux utilisés lors du soudage⚓
Les gaz utilisés
Les procédés de soudage semi automatiques utilisent des gaz
ACTIF : pour le MAG
INERT : pour le MIG et Le TIG
Comment identifier un gaz ACTIF et un gaz INERT ?
Cela dépend de la proportion des constituants des gaz :
un gaz est composé de Argon et de CO2 est un gaz ACTIF (nom commerciaux par exemple ENERMIX 21A / MISON 8 / ATALTM 5) . En général, il s'agit d'un mélange Argon / CO2 (18%)
un gaz est composé d'Argon pur est un gaz INERT mais il peut, pour modifier les caractéristiques de soudage, y avoir un mélange avec de l'hélium, de l'hydrogène ou de l'azote.
Attention à bien regarder les Fiche de Données de Sécurité[*] qui donnent la composition exacte des mélanges de gaz de soudage.
Ainsi,
ENERMIX 21 A : mélange Argon (92%) - CO2 (8%)
ATAL 5A : mélange Argon (82%) - CO2 (18%)
Gestion des Stocks, un impératif de production⚓
Pas de Gaz, pas de soudage...
La production en entreprise implique un suivi quotidien, voire hebdomadaire afin de ne pas être en manque de gaz.
Avec le délais de traitement de commande et de livraison, un retard de fabrication peut mettre en péril l'entreprise : retard de fabrication, de livraison, ou impossibilité de se servir d'un véhicule gaz (type chariot élévateur).
Pour palier à ce problème, il est intéressant de mettre en place un suivi des stocks de gaz.
A l'atelier de production, prenez le temps de vérifier la pression de gaz compris dans chacune des bouteilles. Pour cela, ouvrez la bouteilles, notez la pression indiquée par le manomètre et reportez la valeur sur le document.
Après avoir complété le document ci dessous, procédez au calcul du volume de gaz dans la bouteille.
Nous considérerons arbitrairement que :
« le volume de gaz » est égal « à la pression dans la bouteille » x « volume de la bouteille »
Vgaz = Pbouteille x Vbouteille
Calculez, pour chaque bouteilles, le volume de gaz détendu et reportez la valeur dans le tableau en ligne (lien ici).
Important,
En cas de nombre de bouteilles vide trop important, informez votre professeur et faites procéder à une commande de gaz.
Précautions à prendre pour le stockage, la conservation et l'utilisation des produits⚓
Stockage des produits de soudage
D'une manière générale, les consommables doivent être conservés dans un endroit à température tempérée et sec.
En effet, le principale effet est l'humidité dans l'aire ambiant. Par exemple, pour les électrodes enrobée, l'humidité compris dans l'air est néfaste pour la qualité de soudage. En effet, d'hydrogène compris dans l'air se retrouve dans l'enrobage de l'électrode. Pour cette raison, on évoquera :
- un emballage sous vide
- un étuvage recommandé en cas d'ouverture du sachet.
Définition : L'étuvage
L'étuvage est une opération consistant à insérer dans un four, les électrodes enrobées afin de faire disparaître l'humidité présent dans celle ci.
Complément : Présentation des baguettes de soudage...
Certains types d'électrodes doivent être stockées correctement avant utilisation... Voici la plaquette commerciale
S15 - Mécanique appliquée⚓
S2. Préparation de la fabrication⚓
S21 - Organisation du processus⚓
S21-1 Contraintes de la fabrication⚓
La fabrication d'un ensemble chaudronné, de A à Z
La fabrication d'un ensemble chaudronné ou d'une pièce de tôlerie ne s'improvisent pas....
De l'idée du client à l'expédition de la pièce terminée, en passage par la commande matière, tout s'organise dans une entreprise...
S21-1.1 - Implantation⚓
1. Les entreprises de chaudronnerie, une implantation bien gérée dans les villes, pour mieux fabriquer...
Les entreprises de chaudronnerie, pour être réactives et prévoir un accroissement de leur Chiffre d'Affaires, doivent prévoir l'implantation de leurs locaux à des endroits bien stratégiques. Plusieurs zones existent dans lesquelles les entreprises y trouvent leurs avantages (en voici quelques unes) :
- ZAC : Zone d'Activités Commerciales
- ZI : Zone industrielle ou
- ZAI : Zone d'Activité Industrielle
- Parc d'activités
Pour une meilleure attractivité des salariés, mais aussi pour des raisons de facilités d'accès, les zones d'activités où se trouvent les entreprises de chaudronnerie sont en général, excentrées des centres villes. Cela permet :
- une facilité d'accès par transporteurs (voies rapides, Autoroute, lignes de chemin de fer... )
- une superficie des locaux plus grande (manœuvre des véhicules, zone de chargement, déchargement)
- des activités de production loin des habitations (production d'odeurs, bruits, circulation de véhicules)

2. Pour le traitement d'une affaire...
Du devis à la réalisation d'un ensemble chaudronné, "l'affaire" passe à travers plusieurs statuts ou services :
devis (en général réalisé par le service commercial en collaboration avec le service technique)
étude commerciale (chiffrage, préparation du devis, négociations.. )
étude technique ou Bureau d’Études (définition des composants technique du projet)
Bureau des Méthodes (c'est ce bureau qui gère les plannings de réalisation, qui calcule les débits, qui réparti les travaux à l'atelier en préparant les programme de découpes par exemple ...)
achats des matériaux (commande vers les fournisseurs, les sous traitants)
fabrication (Atelier)
expéditions (gestion des transports par exemple... )
comptabilité (édite la facture pour l'envoi au client)
SAV (pour le dépannage en cas de besoin ou planification d'une intervention)
3. Sens logique...
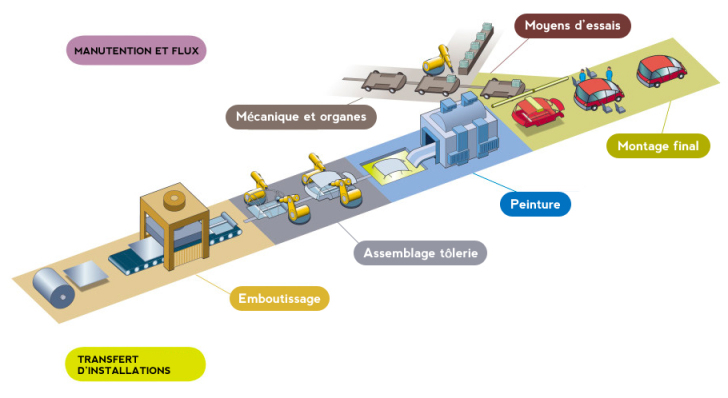
En prenant comme exemple une chaîne de fabrication automobile, à chaque étape, l'ajout d'une pièce en plus... de l'arrivée de matière en bobine de tôle à la sortie sur 4 roues, découvez la fabrication d'une voiture...
Dans une entreprise, pour les étapes de fabrication d'une pièce en chaudronnerie, il convient de s'assurer d'un ordre logique de fabrication.
En effet, pour augmenter la productivité de l'entreprise, les déplacements de l'opérateur et de la pièce sont important à prendre en compte.
Par exemple, voici les différents pôles d'une entreprise de chaudronnerie industrielle :
magasinage (poste de réception des pièces sous traitées ou achetées)
stockage (endroit où les tôles, les profilés, les pièces manufacturées sont stockées),
débit (machines outils stationnaires qui permettent de débiter les matériaux : tôles, profilés,...
usinage (perceuse, encocheuse)
conformation (plieuse, rouleuse, cintreuse, ...)
assemblage (poste à souder, ... )
contrôle (marbre de contrôle dimensionnel)
finition (peinture, traitement de surface, polissage, ...)
expédition (emballage des pièces)
Évidement, dans le domaine scolaire, il peut manquer certaines zones.
Par exemple, la zone "expédition" n'existe pas, mais il est possible, par exemple, de considérer l'établi du professeur comme table de préparation à l'expédition.
Afin de limiter le parcours de la pièce dans l'atelier, il est important de respecter une implantation logique : la réception, comme l'expédition, devront par exemple, être situées près de portes d'accès sur l'extérieur.
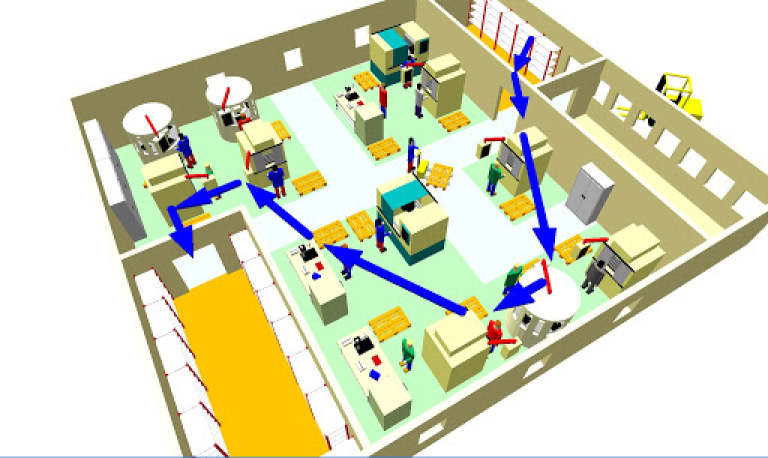
Vous trouverez ci dessous deux image de représentation 3D d'un l'atelier. Les flux apparaissent également, permettant d'optimiser les déplacements.
Voir le site suivant pour plus d'information (logiciel d'implantation d'atelier)
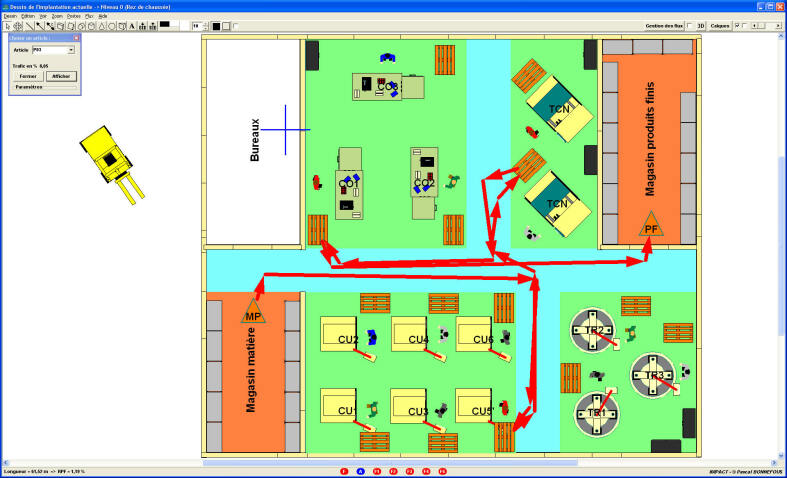
Voici le plan de l'atelier au lycée Jean JAURES. Localisez
les postes de débit
les accès à l'atelier par des doubles flèches vertes
différentes zones comme demandé sur le plan.
Utiliser ce plan pour représenter le parcours d'une pièce que vous fabriquez à l'atelier... Pour cela :
donner le nom de la pièce et son ensemble éventuellement
lister le opérations ou endroits ou vous allez aller pour la fabrication
placer les lettres sur le plan et flécher le parcours que vous allez réaliser.
Comment pouvez vous améliorer les déplacements (ou les éviter) au sein de l'atelier de chaudronnerie ?
Conseil : Pendant votre Période de Formation en Milieu Professionnel
La PFMP est le moment idéal pour observer la fabrication d'une pièce ou d'un ensemble chaudronné.
Prévoyez de présenter l'entreprise et les bureaux s'ils existent...
Réaliser un plan de l'atelier en spécifiant les différentes machines de l'atelier.
Le cours
Ci après, le cours au format PDF
S21-1.2 - Gammes de fabrication⚓
La Gamme de Fabrication
Ce document synthétise toutes les informations à savoir pour pouvoir fabriquer une pièce. Elle donne les indications nécessaires à l'opérateur pour réaliser une pièce selon un ordre de fabrication bien spécifique.
Ce document peut être :
- Réalisé en amont de la production, par le service « Recherches et Développement » : c'est la personne en charge des essais qui réalisera ce document et qui le validera
- Modifié en aval si une erreur a été décelée ou une modification doit être apportée.
Les éléments présents sur une gamme
Voici un exemple de gamme :
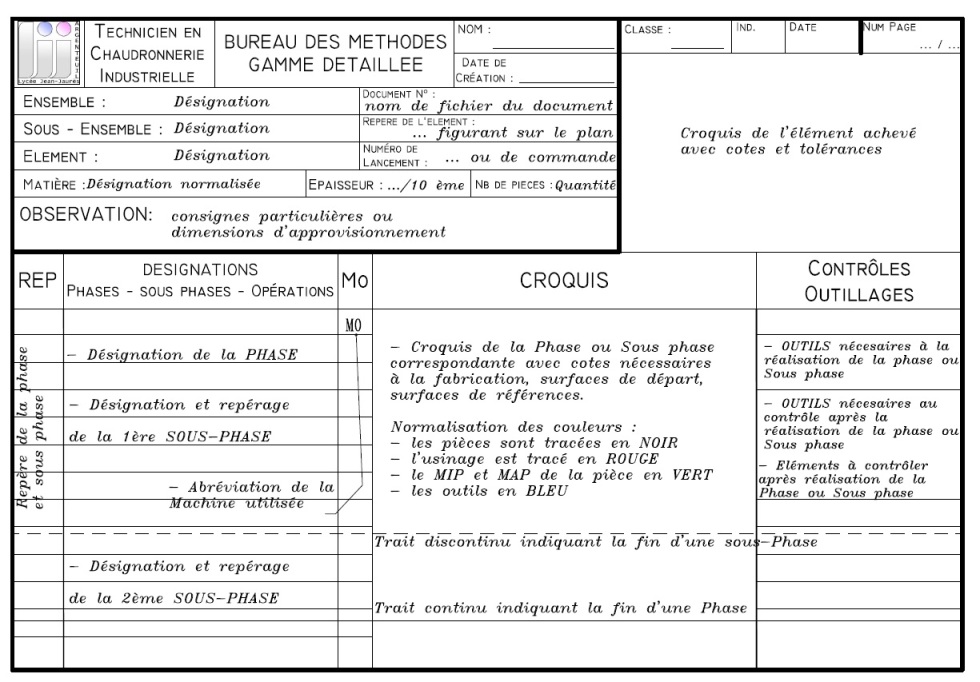
La colonne REP indiquera :
un numéro de la Phase
un numéro de sous-phase
un numéro d'opération
C'est un nombre à 3 chiffres.
Puis la désignation pour indiquer les informations nécessaires
La case Mo pour : identifier la machine Outil utilisé
Les croquis donneront des informations cotés sur la mise en place des pièces ou le réglage des machines.
Ils sont utiles et permettent une meilleure compréhension pour l'opérateur (position de la pièce sur la machine, ... )
IMPORTANT : Sur le croquis il est bon de représenter la pièce AVANT et APRÈS la phase de fabrication.
Les indications de MIse en Position et MAintien en Position seront indiquées sur le plan.
L'outillage
C'est à cet endroit que l'outillage spécifique au contrôle est spécifié. Voici quelques outils spécifiques :
Réglet,
Pieds à coulisse,
Rapporteur d'angle
Équerre à Chapeau
Consignes de contrôle
Le contrôle en fabrication est très important : cela permet d'éviter une mise au rebut des pièces.
Après chaque opération, la pièce est vérifiée selon les caractéristiques imposées :
Angle de pliage
Longueur de cisaillage.
Parallélisme, Perpendicularité
Dimensionnement
En cas de problème sur une cote lors de la fabrication, il est alors possible de modifier un paramètre de fabrication sur la machine outils.
Exemple : Exemple d'un extrait de gamme
Le cours
Ci après le cours au format PDF.
S21-1.3 Ordonnancement⚓
Le graphique des Processus
Cet outil, après avoir listé la composition des pièces de l’ensemble, permet de catégoriser les opérations à réaliser.
En effet, pour utiliser cet outil convenablement, il convient de lister :
- les machines outils disponible dans l’atelier
- les opérations de fabrication les plus communément réalisées
débit
usinage
conformation
soudage / assemblage
- les opérations qui seront appliquées sur la fabrication de l’affaire ou de la pièce (contrôle Ultrason, peinture, transport…) en interne ou en sous-traitance
- les pièces et leur repère. Il est également indiqué si le produit est manufacturé (c'est-à-dire, directement acheté à un fournisseur) une croix apparaît alors dans la case appropriée.
Pour plus de clarté il est préconisé de
rajouter un croquis ou un dessin de l’ensemble à fabriquer
le nom de la pièce ou de l’ensemble
les coordonnées de la société ou de l’école
l’identité du rédacteur
la quantité pour laquelle l’étude est faite. (L’étude peut être différente en fonction de la quantité par exemple, ou des tolérances demandées)
Pour chacune des pièces mentionnée, il faut ajouter, sur la ligne correspondante, soit ;
une croix stipulant que la phase est nécessaire
un chiffre correspondant à l'ordre de l'opération (préférable)
Evidement, des opérations spécifiques peuvent être rajoutées (contrôle radio, peinture, emballage... )
ATTENTION : il s'agit là d'un descriptif concernant CHACUNE des pièces AVANT assemblage. On ne voit pas ici le soudage entre 2 pièces par exemple.
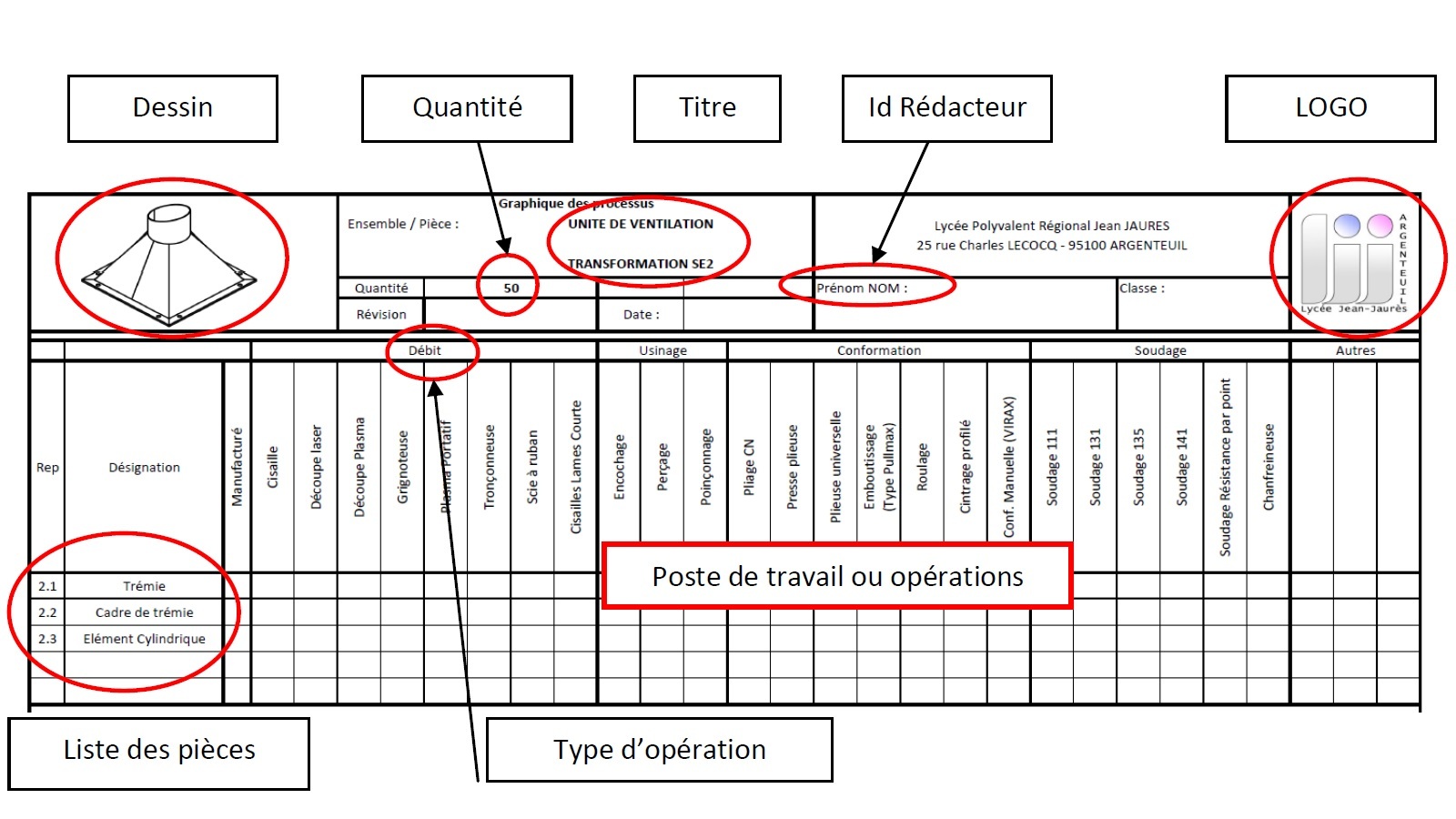
Retrouver la trame du document ici : Graphique des processus - Phases.xlsx
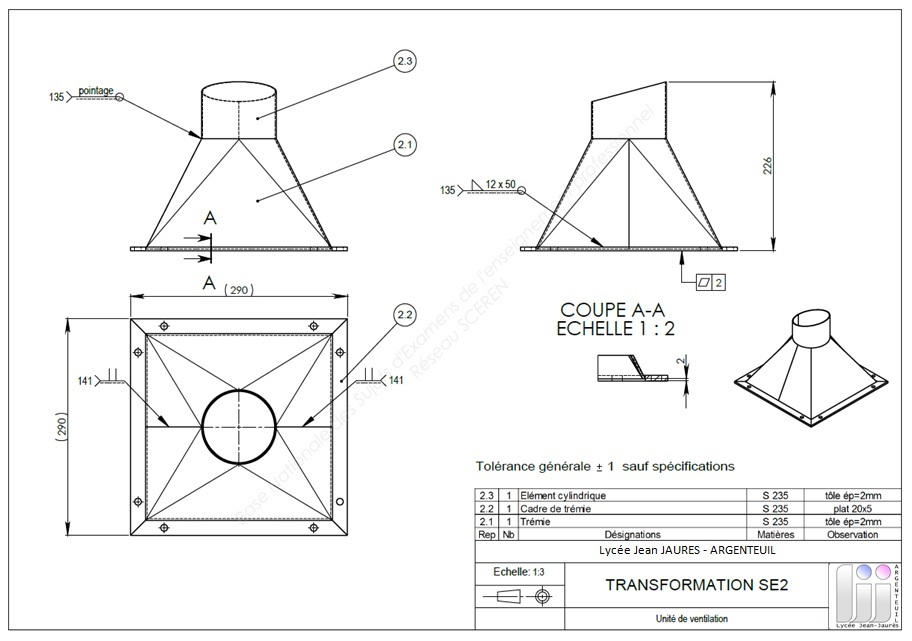
Le planning de phases
Cet outil permet de réaliser un graphique de montage et pouvoir préciser les opérations qui seront faite au fur et à mesure de la fabrication
Sur le plan ci-contre, on peut constater qu’il y a 3 pièces différentes (dont des éléments avec des quantités différentes).
Voici une liste d’opérations réalisables dans un atelier (liste non exhaustive) et proposée dans le cadre de cet exemple, de fabrication unitaire.
TRO : tronçonnage scie fraise
EBA : ébavurage
PER : perçage
CIS : cisaillage guillotine
TRA : traçage
DEC : découpage
PLI : pliage
GAB : gabariage
ROU : roulage
MON : montage, assemblage
POI : poinçonnage
CIN : cintrage
DRE : dressage
111 : soudage procédé 111
135 : soudage procédé 135
141 : soudage procédé 141
NB : Cette liste est à compléter en fonction du parc machine disponible. Il est possible de différencier le repérage des opérations en complétant par un descriptif/repérage machine.
Par exemple CIS3-20 (ép. 3 mm sur 2000 mm) ou CIS6-30 (ép. 6 mm sur 3000 mm)
Les pièces sont repérées une à une afin de découper la réalisation de la pièce en plusieurs tâches.
Attention, cet outil est utilisé uniquement après avoir compléter un graphique des processus. En effet, en fonction de l’Ordre de Fabrication « OF » (lancement en fabrication de la commande) il convient d’adapter les machines outils à utiliser pour une fabrication adéquat en relation avec les tolérances machines, le personnel disponible, le délai imparti …
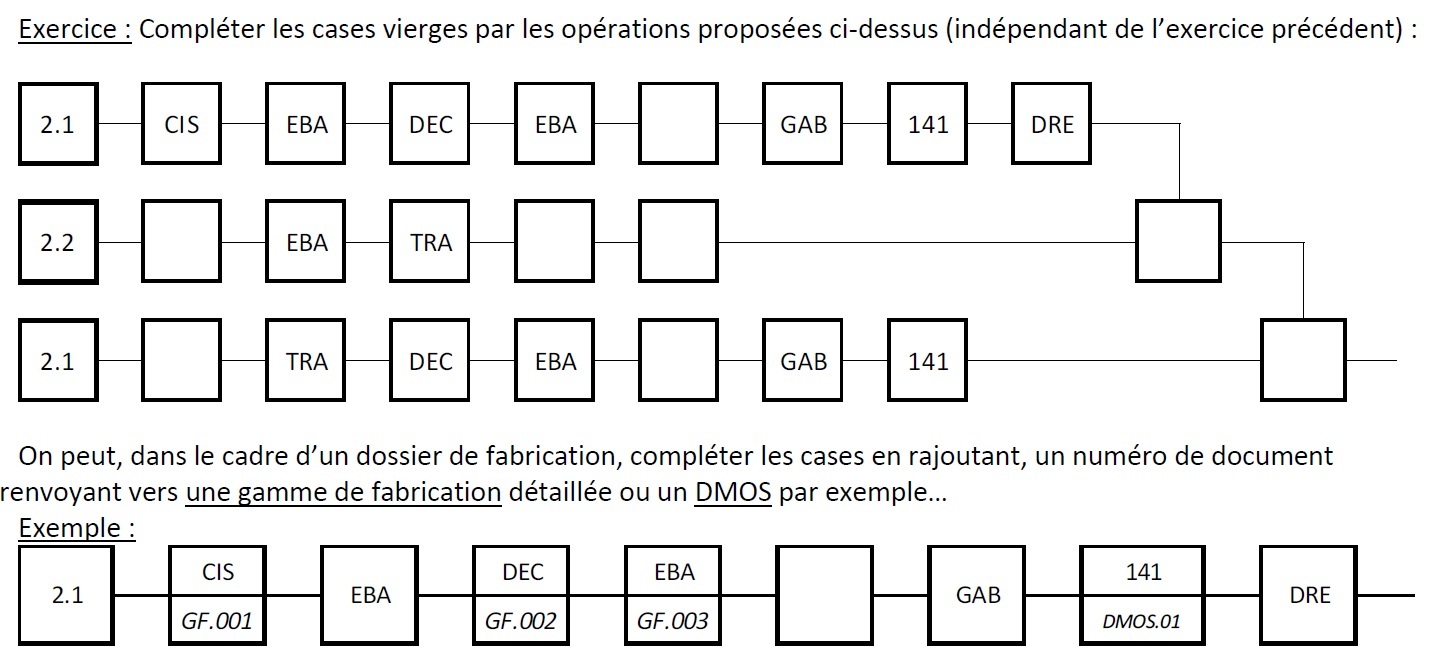
Retrouver la trame du document ici : Graphique des processus - Phases.xlsx
Retrouver le cours ici : S21.1 - Processus et Planification.pdf
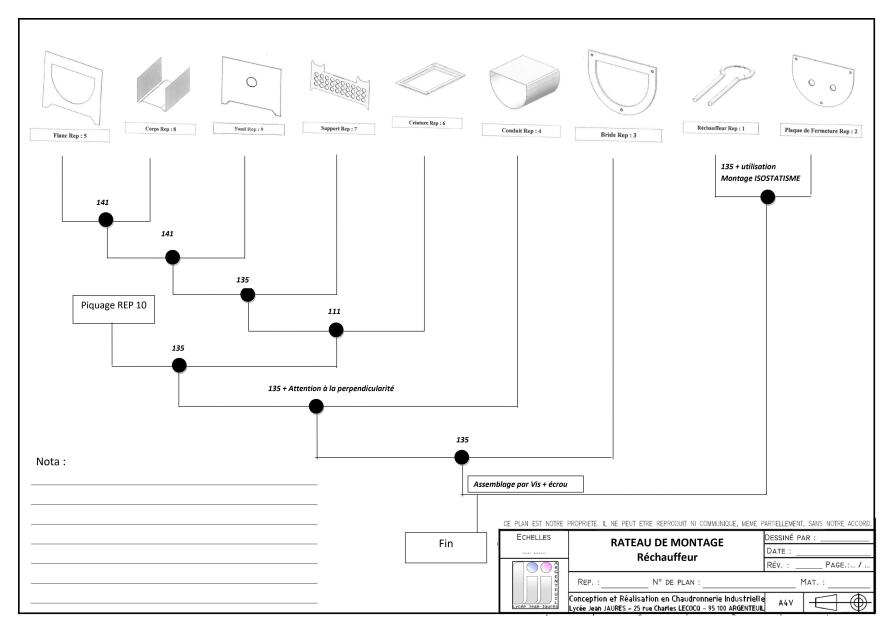
L'Ordre de montage
L'ordre de montage est à définir avant tout lancement en fabrication. En effet, avec un peu d'analyse, les solutions de fabrication et d'assemblage sont multiples et doivent être maîtrisées avant qu'il ne soit trop tard.
Ce qui doit être pris en compte :
Le principal problème qui peut être rencontré à l'atelier se trouvera au moment du montage ou de l'assemblage :
- l'accessibilité lors du opération de soudage peut remettre en question tout l'ensemble chaudronné
- la mise en position et le maintien en position (MIP MAP) peuvent mener à une étude approfondie et permettre un gain de temps lors de l'assemblage (par exemple, la mise en position de 2 pièces entre elles vont peut-être obliger le soudeur à confectionner un montage qui lui permettra de gagner du temps mais surtout, d'avoir la série de pièces conforme au plan)
Ce que le document doit faire apparaître :
La fiche d'ordonnancement ou râteau de montage doit faire apparaître clairement les points suivants :
- les opérations de soudage sont représentées par un point noir. En général, se limiter à 2 pièces soudées en même temps.
- dans le cas d'une opération de soudage regroupant 3 ou plusieurs pièces, l'utilisation d'un montage isostatique est obligatoire, surtout pour une série.
- les indications de soudages peuvent être stipulées. On peut faire alors appel à un Descriptif du Mode Opératoire de Soudage (DMOS) et le notifier clairement dans le document.
- l'ordre d'assemblage doit être cohérent.
- les moyens d'assemblage (comme la visserie) doivent également apparaître sur le document pour informer la personne en charge de l'assemblage
- les opérations de sous-traitance (contrôle soudage, peinture) peuvent apparaître pour éviter tout oubli involontaire.
Voilà un exemple de "râteau de montage" qui permet d'expliquer simplement et rapidement les assemblages à réaliser.
S21-1.4 Nomenclatures⚓
Listing des machines outils et des phases
Les phases de fabrications sont nécessaires pour organiser la production.
Sur le document suivant, les machines outils sont repérées.
Pour la fabrication de chaque pièce, il faut déterminer le étapes de fabrication.
Sur le document suivant, identifier les machines de l'atelier et donner les principales caractéristiques.
S21-1.5 Planification⚓
Diagramme de Gantt ou PERT ?
La planification d'une affaire est très importante, surtout en entreprise. Elle permet de gérer au mieux les ressources matériel (comme les machines), mais aussi, humaines, (comme la main d’œuvre)
S21-2 Contraintes économiques⚓
Mise en tôle / Barre économique⚓
L'imbrication économique ....
Afin de pouvoir fabriquer les ensembles ou pièces de façon la plus économique, il est nécessaire de prévoir les quantités de matériaux minimale.
Les matériaux peuvent être soit :
- Des formats de tôles (tôles perforées, tôles planes, ...)
- Des profilés (barre de tubes, poutre type IPN, des plats, ...)
Les formats standards
D'une manière générale, on s'approvisionne chez les fournisseurs de barres et tôle de formats standards :
Les barres ont une longueur de 6 m (ou quelquefois 12 m)
Les tôles sont disponibles dans les formats suivants :
- 1000 x 2000
- 1250 x 2500
- 1500 x 3000
Il est également possible d'avoir des formats hors standard pour une commande spéciale, mais dans ce cas, les délais de fabrication peuvent être allongés.
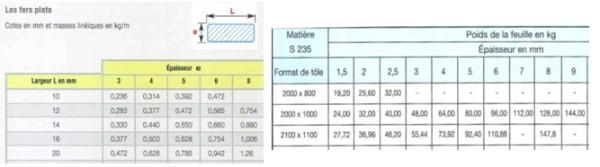
Les catalogues
Pour connaître le poids des matériaux, on utilise des catalogues qui nous indiquent les poids des matériaux commandés :
- A partir de la « masse linéaire » pour les tubes , profilés, et laminés
- Le poids de la tôle pour les surfaces
I - Les longueurs de barres⚓
Les produits laminés
A partir de la longueur de la pièce désirée, On réalise l'opération suivante :
Par exemple, nous avons besoin de débiter 10 barres de tubes ø33.7x2, d'une longueur Unitaire de 1300 mm.
De combien de barres de 6 m ai-je besoin ?
Réaliser l'imbrication à l'aide de la fiche ci après
II - Les produits plat⚓
Les plaques et tôles
A partir d'un plan de pièce obtenu : il me suffit de diviser la longueur de la tôle par la longueur de la pièce, puis ensuite de diviser la largeur de la tôle par la largeur de la pièce.
Je schématise le format de tôle de 1000 x 2000. Dimensions du flanc de pièce : 150 x 320.
Réaliser l'imbrication à l'aide de la fiche ci après
III - Fiche Mémo : L'imbrication⚓
Retrouver ici la fiche mémo pour calculer rapidement et efficacement les imbrications dans une barre ou une tôle
Fichier à utiliser ici :
Le cours :
Coût des moyens humains⚓
Coût des moyens matériels⚓
S22 - Les débits⚓
S23 - Les développés⚓
Les Développés spécifiques peuvent être obtenus :
par calcul
par utilisation d'un modeleur 3D type Solidworks
grâce à un logiciel spécifique comme Logitrace
S23-1 Développements des volumes⚓
Complément :
Développement d'une trémie : Voir la vidéo ici
S23-2 Les caractéristiques géométriques⚓
S3. Les procédés⚓
Les procédés dans un atelier de chaudronnerie.
Débit, usinage, conformation ou soudage, tous les procédés sont récapitulés ici : Les machines Outils dans l'atelier de Chaudronnerie Industrielle
Vous pourrez ensuite tester vos connaissances sur les machines outils de l'atelier et les phases de fabrication avec une application ludique : cliquez ici
Technologie des instruments de traçage utilisés en chaudronnerie.⚓
Les outils de traçage :
Pour les opérations de fabrication à l'atelier, les principaux outils utilisés sont ;
- la pointe à tracer : c'est l'outil indispensable pour dessiner et repérer les pièces, pour "dessiner" sur la tôle. Si le matériaux est en acier, il ne peut être utilisée sur les inox.

- le réglet souple : en acier, il permet de tracer des traits sur la tôle ou la pièce en se courbant légèrement pour épouser une forme cylindrique comme une virole par exemple. Il en existe de différentes longueur (200, 500, 1000 mm).
- le pointeau permet le repérage de centre de trou (perçage, poinçonnage) mais également, représente le centre du cercle. Attention, il existe 2 types de pointeau avec des affûtages différents.
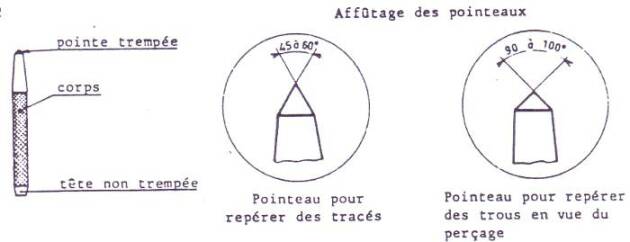
Voici la méthode pour repérer un point avec le pointeau :
Impossible d'accéder à la ressource audio ou vidéo à l'adresse :
La ressource n'est plus disponible ou vous n'êtes pas autorisé à y accéder. Veuillez vérifier votre accès puis recharger la vidéo.
- le compas (ou compas à verges) permet de réaliser une trace dans la tôle de manière circulaire. Deux pointes sèches sont montées aux extrémités des branches. Elles sont en acier spécial (carbure de tungstène par exemple)


- les équerres à chapeau sont utilisées pour tracer un repère par rapport au bord de la tôle. Il en existe de différentes formes et surtout, avec des valeurs angulaires différentes (90°, 30°, 45°, 60°)


le trusquin plat : il permet de positionner des points à égales distance du bord de la tôle.

- la fausse équerre permet la prise d'un angle sur une pièce afin d'en reporter la mesure sur une pièce à réaliser.

S31 - Les procédés de débit⚓
S31-1 Le principe des procédés de découpe et incidences sur la matière⚓
Découpage par enlèvement de copeaux⚓
Le sciage⚓
Le sciage est l'action d'une lame de scie (circulaire ou en ruban) sur une pièce métallique. Avec l'aide d'un lubrifiant, la lame de scie effectue un effort qui permet l'abrasion de métal.
La lame de scie permet, en fonction du nombre de dents, un travail
plus rapide quand les dents sont de grandes tailles , et donc espacées
plus précis ou méticuleux quand les dents sont de petites tailles et très nombreuses.
Un liquide de coupe à base d'huile soluble, permet de lubrifier la lame pour augmenter la longévité et la propreté de la coupe.
Le perçage⚓
Le perçage est une opération ou un forêt effectue une opération d'arrachement de copeau sous l'effet d'un effort de translation dans le matériau. De plus, l'action en rotation du foret permet la réalisation d'un trou circulaire.
Vous pouvez avoir plus de renseignements sur le lien suivant :
Le tournage⚓
Découpage par abrasion⚓
La Meuleuse d'angle⚓
Meuleuse d'angle ou droite ?
Très utilisée dans un atelier de chaudronnerie , tuyauterie, ou de métallerie, la tronçonneuse d'angle permet de nombreuses opérations. On parle de meuleuse "d'angle" car un renvoi d'angle est placé dans la tête de la machine. L'axe de rotation du moteur et celui du disque est de 90°

Souvent, pour des petites retouche ou quand l'accès devient compliquée, une meuleuse "droite" est utilisée. Une pierre est fixée sur le mandrin et permet l'abrasion de la pièce ou du défaut. On parle d'une meuleuse droite car la pierre abrasive et le moteur dont dans le même alignement.

Consignes de sécurité sur l'utilisation de la meuleuse
Procédure d'utilisation d'une meuleuse :
Impossible d'accéder à la ressource audio ou vidéo à l'adresse :
La ressource n'est plus disponible ou vous n'êtes pas autorisé à y accéder. Veuillez vérifier votre accès puis recharger la vidéo.
Complément : Comment choisir le bon disque :
Le papier abrasif permet de réaliser un traitement de surface superficiel.
Dans un atelier de chaudronnerie, métallerie, il est souvent utilisé sur des accessoires de machines portative (meuleuse d'angle, ponceuse, ... ) ou stationnaire (tank à meuler par exemple).
Tous les papiers ne se valent pas, et en fonction du type d'abrasif présent sur le support (bande, disque, ou papier), un point important est le "grain" du produit.
En effet, voici quelques indications pour le choix de son papier ou de son disque abrasif :
- G 40 : ébarbage grossier : suppression d'une surépaisseur de soudage (utilisation possible du disque à ébarber)
- G 60 : ébarbage : meulage grossier d'un cordon de soudure, meulage ou rectification des marbre de soudage
- G 80 : ébarbage : meulage d'un cordon de soudure, meulage ou rectification des marbre de soudage
- G 120 : ponçage de finition : suppression des dernières rayures, finition avant peinture ou opération de traitement
- G 200 : finition : ponçage fin avant peinture ou vernis.
- G 4000 : super finition : utilisation en carrosserie par exemple.
L'indication Gxx inscrite sur le papier indique la quantité de grain présent au cm² :
- plus il y a de grains, plus les grains sont petits, et moins le papier est abrasif
- moins il y a de grains, plus les grains sont gros, et plus le papier est abrasif.
Différents types de disque pour meuleuse portative.⚓
Les disques
Il existe principalement 3 types de disques pour l’utilisation d'une meuleuse portative
 |  |  |  |
... à poncer | ... à ébarber | ... à tronçonner | Plateau de ponçage |
Attention : Chaque disque à son utilisation
Chaque disque à son utilisation. Voici quelques préconisations :
- N'appuyez jamais avec insistance sur les disques
- N'utilisez jamais un disque à tronçonner pour ébarber : vous risqueriez d’endommager le disque et vous risquez son éclatement.
- N'utilisez pas un disque pour autre chose qu'il est prévu
- Si un disque est endommagé (bord ébréché, maillage altéré, manque de lamelles, ... ) , jetez le
- En cas de doute, demandez conseils à votre formateur.
- Lors du changement de disque, assurez vous que l'appareil soit hors tension.
N'oubliez pas de portez vos Équipements de Protection Individuels (EPI) réglementaires :
 |  |  |  |
Gants de protecton | Casque Anti bruit | Masque de protection | Cagoule de soudage en Position "Grind" (meulage) |
Sans oublier de protéger les autres avec des Équipements de Protection Collectif (EPC) , comme le rideau de protection.
Découpage thermique⚓
Le découpage thermique, permet, sous l'effet de la chaleur dégagée, de débiter les pièces.
Les procédés sont les suivants :
- centrale de découpage LASER
- découpage PLASMA (par une centrale ou manuel)
- découpage Oxyacétylénique
Oxycoupage⚓
Vous pouvez consulter le site Airliquide pour de plus amples renseignements :
https://fr.airliquide.com/solutions/decoupe-industrielle/quest-ce-que-loxycoupage
Un autre site en relation avec le procédé de l'Oxycoupage !
Découpage Laser⚓
Vous pouvez consulter l'activité en relation avec la machine de l'atelier sur le lien suivant :
Plasma⚓
Vous pouvez consulter l'activité en relation avec la machine de l'atelier sur le lien suivant :
Découpage Mécanique, par glissement de métal⚓
La Cisaille GPX 6-30⚓
La cisaille - Les paramètres
La cisaille GPX 630 est une Machine Outil à Commande Numérique. Un ordinateur gère les différents organes de la machine outils. Voici les différents paramètres :
- P : Sélectionner le (ou un) numéro de programme.
- Y : cote de la butée arrière en mm
- n : nombre de coupes demandées
- H : résistance à la rupture en daMPa (aluminium : 30, acier : 45, inox 60).
- E : épaisseur à cisailler.
- L : longueur d'utilisation des lames.
- U : touches de contact dans le règle de la butée. Mettre 0000.
- N : sortie programme. Mettre 0000.
- r : recul de la butée arrière au moment du cisaillage. Mettre 0 (non) ou 1 (oui).
En fonction des paramètres, l'ordinateur va positionner les lames pour laisser un jeu de coupe en fonction de l'épaisseur, nécessaire pour le cisaillage.
Mais également, en fonction du matériaux, il va incliner les lames afin de diminuer l'effort de coupe.
La cisaille - Les différents organes
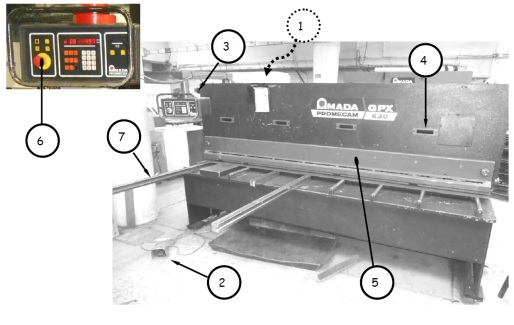
Désignation | Repère | Désignation | Repère |
Armoire électrique | 1 | Butée latérale | 7 |
Carter de protection | 5 | Miroir projection trait de coupe | 4 |
Pédale de manœuvre | 2 | Pupitre de programmation | 3 |
Arrêt d'urgence | 6 |
Voici ci après une photo interactive avec le descriptif des différents éléments.
Présentation de la cisaille
- 1 Coffret Électrique (rep. 1)

Avant utilisation, vérifier que les interrupteur sont en position marche
- 2 Pédale (rep. 2)

Une fois la tôle mise en butée, un appui sur la pédale permet de donner l'ordre de coupe. Attention à ne pas laisser le pied sur la pédale, ce qui aurait pour conséquence de multiplier les coupes.
- 3 Pupitre (rep. 3)

Le pupitre de commande permet le dialogue entre la Machine Outil à Commande Numérique et l'opérateur. L'écran permet l'indication des valeurs et le clavier permet de rentrer les valeurs de programmation.
- 4 Les miroirs (rep. 4)

Quand une coupe ne se fait pas en butée arrière, il est nécessaire de couper "au tracé". Pour cela, à l'aide de la lumière et à travers les lucarne, vérifier la position du tracé par rapport aux lames. une fois positionnée, appuyer sur la pédale.
Attention : prenez garde à ce que la tôle soit positionnée sous les vérin pour éviter un basculement de la tôle et le coincement des lames.
- 5 Carter de protection (rep. 5)

Le carter permet la sécurité de l'opérateur. En aucun cas, il ne faut le retirer.
Derrière le carter, se trouve les différents presse tôles, nécessaire pour le maintien de la tôle.
- 6 Arrêt d'urgence ARU (rep. 6)

En cas de problème, blocage de la lame, recul impossible, appuyez sur le bouton d'arrêt d'urgence.
N'appuyez pas dessus pour arrêter la machine car elle doit se ré-initialiser.
- 7 Butée latérale (rep. 7)

La butée latérale sert à mettre en position la tôle.
Sur la butée latérale, une règle est graduée permettant la mise en butée "AVANT" (quand la mise en tôle n'est pas possible en butée arrière)
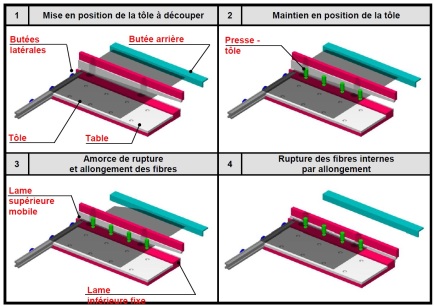
La cisaille - Fonctionnement
Le cisaillage est une opération de découpage mécanique qui consiste à rompre le métal par glissement sous l'action de deux lames tranchantes.
Deux lames en acier dur avec des angles et un jeu bien défini, coulissent dans un même plan.
Les réglages
Les réglages sont automatiques sur cette machine.
Voyez en détail les différents paramètres.
Programmation de la cisaille GPX 6-30
Impossible d'accéder à la ressource audio ou vidéo à l'adresse :
La ressource n'est plus disponible ou vous n'êtes pas autorisé à y accéder. Veuillez vérifier votre accès puis recharger la vidéo.
Découpage par jet d'eau⚓
S31-2 Relation machine/support pièce/pièce⚓
Déplacement
Entre la cisaille, le principe de découpage laser, et la grignoteuse, on pourra constater le phénomène suivant :
Le déplacement de la pièce par rapport au référentiel machine.
En effet, lors de l'opération de cisaillage, la tôle est maintenue sur le bâti machine.
Pour l'opération de découpage laser ou plasma, un banc de découpe se déplace suivant les axes x,y et z
Pour la grignoteuse (TC2000R), vous noterez que c'est la tôle qui se déplace, et non la tête de découpe.
Les axes présents sur les machine sont les suivants :
X : longueur la plus grande
Y : largeur de la pièce ou de la tôle
Z : cote de hauteur, en général, l'épaisseur
S32 - Les procédés de conformation⚓
S32-1 Techniques de déformation plastique⚓
Classification, principe, limite d'utilisation et critères de choix :
En parlant de déformation plastique, il y a plusieurs procédés.
Tous les procédés ont pour but de déformer la tôle de façon définitive.
Pliage⚓
Le pliage....
Procédé de fabrication présent dans tous les ateliers, les techniques de pliage sont nombreuses, les règles à respecter
1 - LES DIFFÉRENTES MACHINES OUTILS⚓
La presse plieuse

La presse plieuse permet le pliage de tôle mais aussi le montage d'outils spéciaux et la réalisation d'étape particulière :
- pliage,
- écrasement,
- pliage sur élastomère.
Sans ordinateur, la presse plieuse n'est pas recommandée lors de fabrication avec une série de plis différents.
La presse plieuse à commande numérique
La presse plieuse à commande numérique permet la fabrication en série de pièces de tôlerie.
Avec une programmation possible via un pupitre de programmation, les étapes de fabrication sont stockées dans l'ordinateur de bord.

La plieuse universelle

La plieuse universelle est utilisée pour permettre la fabrication de plis spécifiques.
A l'aide d'outils spéciaux, il est possible de réaliser rapidement des conformations de pièce très simplement.
2 - LES FORMULES A CONNAÎTRE PAR CŒUR⚓
Rappel : La valeur du Vé et le Rayon intérieur
Pour des calculs standard et la modélisation des pièces, il faut prendre en compte le calcul suivant :
Vé = 8 x ép
Ri = Vé / 6
La longueur développée
Pour calculer les longueurs développées des pièces, il y a 3 méthodes envisageables :
- la méthode des cotes intérieures
- la méthode des cotes extérieures, dite du ΔL (perte au pli)
- le calcul en fibre neutre
MÉTHODE : Les cotes intérieures⚓
Pour une pièce ne possédant qu'une valeurs de pliage à 90°, la méthode des cotes intérieures est la plus simple. En effet, il suffit d'additionner toutes les cotes "en intérieur" des plis pour avoir la longueur développée. Attention cependant au choix du Vé.
Méthode : Formule
LDint = Σ cotes intérieures
Attention : Uniquement dans certains cas...
Dans quel cas utiliser le calcul de la LDint ?
Le calcul n'est possible que dans le cas où :
- la valeur du Vé utilisé est égale à 8 fois l'épaisseur : Vé = 8 x ép
- la valeur des angles de pliage sont de 90°
Dans les autres cas, cette méthode de calcul n'est pas possible.
Complément : Rendez vous sur internet pour une explication
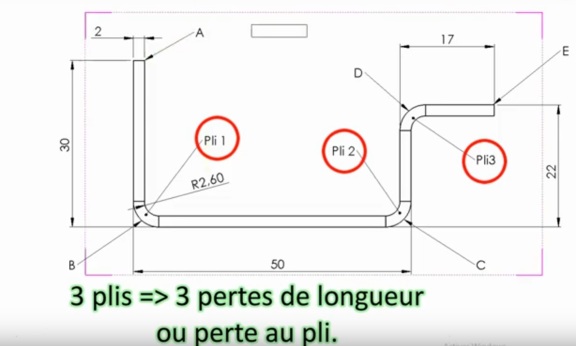
MÉTHODE : Les cotes extérieures dite du ΔL (perte au pli)⚓
Pour une pièce de tôlerie possédant plusieurs valeurs de pliage, la méthode des cotes extérieures est utilisée. En effet, après avoir validé certains paramètres, il suffit d'additionner toutes les cotes "en extérieur" des plis puis additionner la somme de "pertes aux plis" pour avoir la longueur développée.
Méthode : Formule pour calculer la Longueur développée
LDext = Σ cotes extérieures + Σ Δl
Vous remarquez l'addition de la somme des pertes au pli. En effet, dans la plupart des cas, la perte au pli est négative (voir l'exemple plus bas) mais parfois,la perte au plis est "positive"
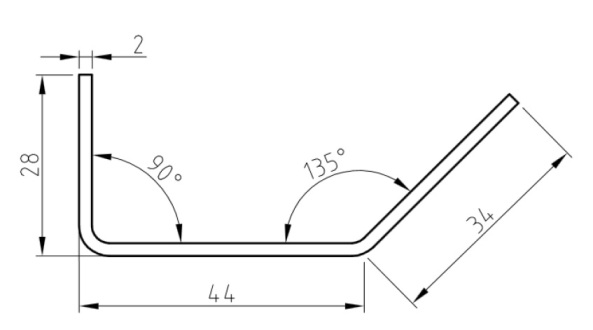
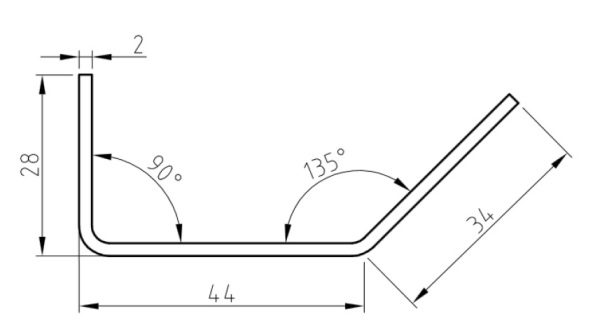
Exemple d'une pièce de tôlerie
Étudions la pièce de tôlerie suivante :
Dans la majeur partie des cas, la méthode de calcul avec les cotes extérieure est à privilégier. La fabrication standard (avec la méthode des cotes intérieures) n'est pas possible. En effet, plusieurs paramètres sont à vérifier avant le calcul de la longueur développée :
- la valeur du Vé disponible à l'atelier : l'outil nécessaire existe t-il ?
- les valeurs d'angle : quels sont les angles présents sur la pièce ?
- le bord mini de la pièce : le choix du Vé est-il possible avec la conception de la pièce ?
- Le Rayon intérieur : y a t-il une obligation sur le plan qui obligerait de choisir l'outil par rapport au Ri ?
Ci dessous, un extrait d'abaque pour le choix des outils :
Ici , la tôle utilisée est d'épaisseur 2 mm, le choix du Vé : 16 mm, le Bord mini 11 mm et le Ri = 2.5 mm.
L'effort au mètre est de 170 kN / m
On constate que le Vé choisi est possible (bord mini inférieur à la cote 28 mm)

Une fois l'épaisseur et le Vé choisi, on pourra ainsi déterminer la "Perte au pli" pour chacun des angles de pliage de la pièce.

On retient, dans notre cas :
- Pour un pli à 90° : Δl90° = -4
- pour un pli à 135 ° : Δl135° = -1.2
Compléter ce petit tableau pour récapituler les informations :

Pour calculer la longueur développée, il faut donc procéder de la façon suivante :
LDext = ( Σ cotes extérieures ) + ( Σ Δl de tous les plis), ce qui donne :
LDext = (28 + 44 + 34) + ( Δl90° + Δl135° ) =
LDext = ( 106 ) + ( -4 + -1.2)
LDext = 100.8 mm
Méthode : Rappel, pour un angle différent de celui du tableau
Comment trouver une perte au pli pour un angle différent de ceux inscrits dans le tableau ? Par exemple, 40°, avec une tôle de 3 mm, Vé de 20 mm
Pour calculer précisément un angle qui n'apparaît pas dans le tableau des pertes au pli, il faut travailler méthodiquement :
Il faut trouver la proportionnalité entre 2 angles (Prenons 30° et 45°)
-0.2 mm | -1.3 mm | ? | -2.5 mm | |||
15° | 30° | 40 ° | 45° |
Pour définir la perte au pli pour l'angle à 40°, je calcul la différence entre les 2 valeurs du tableau :
Soit : 2.5 - 1.3 = -1.2
1.2 pour 15°, ce qui donne (1.2/3) = 0.4 mm pour 5°.
Je les ajoute à la valeur de -2.5, ce qui donne : -2.5 + 0.4 = -2.1.
Donc Δl40° = -2.1 mm
Complément : Utiliser l'abaque de pliage
Pour les calculs de Longueur développée avec la méthode du Delta L (ΔL), vous pouvez utiliser le fichier suivant :
Complément : Vidéo pour la méthode de calcul
Vous pouvez retrouver une vidéo de l'AFPA pour le calcul de la longueur développée d'une tôle
Durée : de 0'00 à 2'32 : Calcul de la LD
A partir de 2'33 : méthode pour le calcul des mises en butée.
Autre présentation sur la méthode de calcul par la perte au pli
Méthode : Calcul d'une cote machine⚓
Positionner la butée machine
Dans certains cas, quand la MOCN ne dispose pas d'ordinateur de calcul de la Longueur Développée , il faut calculer la mise en butée pour chacun des plis
Pour ce faire, il faut procéder de la façon suivante :
Méthode : Formule de calcul : Cote Machine
cm = Σ cotes extérieures + Σ Δl(entre le pli et la mise en butée) + Δlpli / 2
Exemple de calcul d'une cote machine⚓
Exemple d'une pièce de tôlerie
Première possibilité :
Reprenons l'exemple ci dessus, avec les plis déjà répertoriés :
Δl90° = -4 et Δl135° = -1.2
1er pli : Calcul de la mise en butée pour réaliser le pli à 90° en cote directe :
cm1 = Σ cotes extérieures + Σ Δl(entre le pli et la mise en butée) + Δlpli / 2
cm1 = 28 + 0 + (-4 / 2)
cm1 = 26
2ème pli : Calcul de la mise en butée pour réaliser le pli à 135° en cote directe :
cm2 = Σ cotes extérieures + Σ Δl(entre le pli et la mise en butée) + Δlpli / 2
cm2 = 34 + 0 + (-1,2 / 2)
cm2 = 33,6
Étudions la pièce de tôlerie suivante :
Deuxième possibilité pour en modifiant l'ordre de pliage :
Il est possible de modifier la mise en butée et la cote machine.
Reprenons l'exemple ci dessus, avec les plis déjà répertoriés :
Δl90° = -4 et Δl135° = -1.2
1er pli : Calcul de la mise en butée pour réaliser le pli à 90° en se mettant en cote indirecte :
cm1 = Σ cotes extérieures + Σ Δl(entre le pli et la mise en butée) + Δlpli / 2
cm1 = (34 + 44) + (-1,2) + (-4 / 2)
cm1 = (78 - 1,2) + (-2) = 74,8
2ème pli : Calcul de la mise en butée pour réaliser le pli à 135° en cote directe :
cm2 = Σ cotes extérieures + Σ Δl(entre le pli et la mise en butée) + Δlpli / 2
cm2 = 34 + 0 + (-1,2 / 2)
cm2 = 33,6
Étudions la pièce de tôlerie suivante :
MÉTHODE : Calcul en Fibre Neutre⚓
Ligne droite et portions de cercle...
Cette méthode est utile dans le cas de fabrication avec une plieuse universelle ou à sommier.
En effet, avec le montage de certains outils, le rayon intérieur peut être maîtrisé et totalement différent d'un outil de presse plieuse...
Dans certains cas, il est même possible de réaliser la pièce par plis successifs.
Pour développer une tôle, il faut faire l'addition des portions droites et courbes.
dessin à venir...
Cours à distribuer⚓
Calculs des longueurs développées
Retrouver ci après le cours récapitulatif des 3 méthodes.
Calculs des Cotes Machines
Pour positionner la butée arrière sur la Commande numérique, il faut calculer la cote de Mise en butée.
Voyez sur le cours suivant la formule à retenir.
EXERCICES⚓
Recueil d'exercices
A travers plusieurs exercices, préparez vous à plier les pièce sur Presse plieuse Amada ..
Exercice sur le porte manteaux
Exercice sur le Range Feuille
Roulage⚓
Le roulage
Cette opération permet la réalisation de pièce cylindrique , en totalité ou en partie.
Les pièces roulées sont nombreuses tout autour de nous :
- citerne de stockage de carburant
- cuve de préparation pour le domaine agroalimentaire (pâte à tartiner, sauce ... )
- chaudière ou appareil sous pression
- fuselage d'avion,...
- pièce de tôlerie en général
toutes ces réalisation nécessitent la réalisation d'une opération de roulage
La technologie des machines outils⚓
Des machines différentes, pour une même opération de fabrication
Les machines outils sont de deux types, il y a une machine de type planeur, ou de type pyramidale.
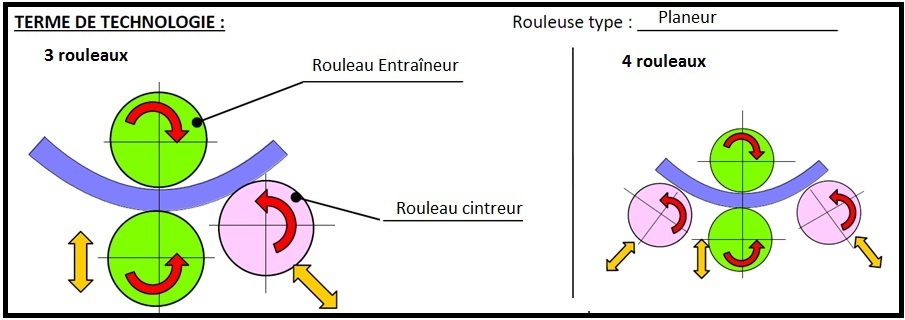
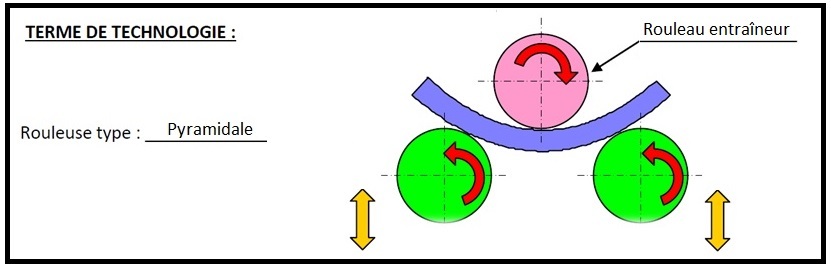
Le fonctionnement se fait soit de manière manuelle, soit électrique.

Ici, la virole est entraînée à l'aide du volant de manœuvre.

Sur cette machine, c'est un moteur qui entraîne la tôle. Le rouleau cintreur se déplace verticalement. il est manœuvré à la main sur ce modèle.
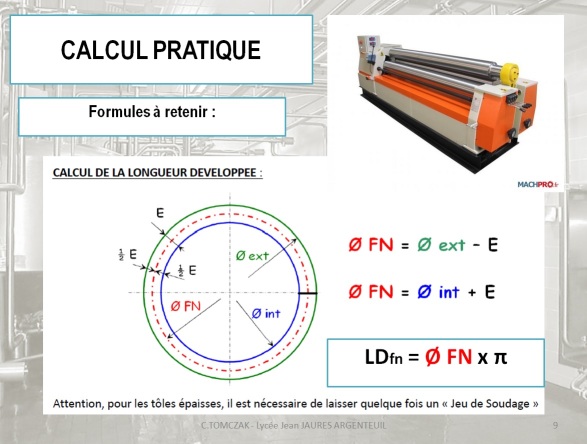
Les formules à retenir⚓
Calcul de la LD
Pour calculer la longueur développée d'une virole, il faut respecter 2 étapes :
déterminer le diamètre à la fibre neutre ou diamètre moyen (øFN)
calculer la longueur développée (LDfn)
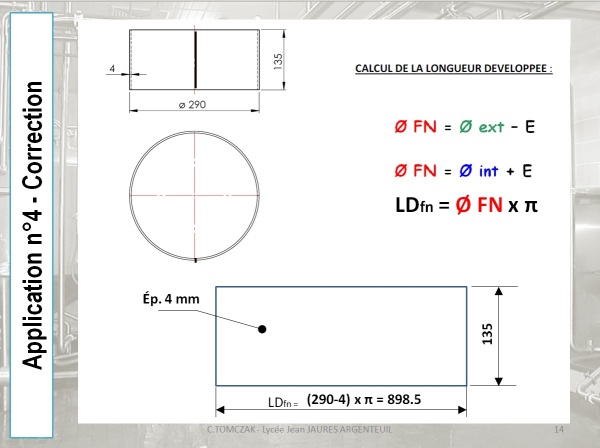
Représenter le flanc capable en indiquant les 3 cotes nécessaires à l'opération de débit
Exemple : La virole ... déjà vue !
Pour imaginer ce qu'est une virole, il suffit de regarder une bouteille d'eau cylindrique. L'étiquette vient s'enrouler sur le tour de la bouteille.
Si vous coupez l'étiquette, vous obtenez alors un rectangle !
Résultat
Vous cherchez à obtenir le flanc capable de la virole, c'est à dire, avant roulage. Il faut pour cela indiquer les 3 cotes du flanc capable :
la Longueur développée à la fibre neutre : LDfn
la longueur de la virole : L
l'épaisseur : e
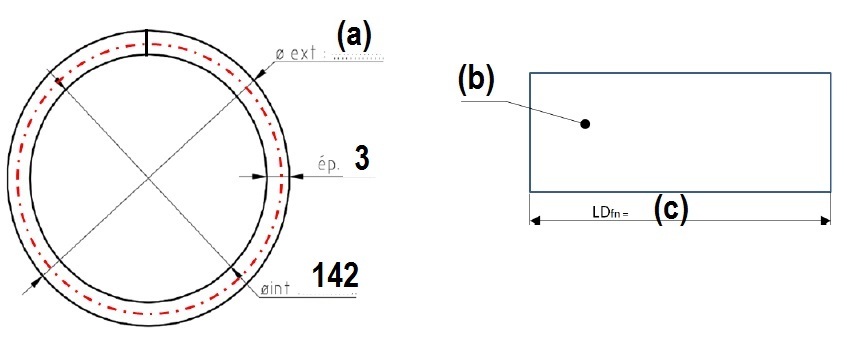
Calcul de virole n°1
Question⚓
Calcul de la libre neutre. Avec les indications que vous avez sur l'extrait de plan, trouver la valeur des cotes (a), (b), (c)
Cintrage de tube⚓
Le cintrage de tube
Très utilisé dans le domaine de la serrurerie ou de la tuyauterie industrielle, le cintrage de tube permet de réaliser rapidement une pièce tubulaire à l'aide d'un cintrage
La technologie des machines outils⚓
Les MOCN
Voilà un lien à consulter
Société Technocurve⚓
La société Technocurve vous présente sa dernière machine et vous donne de nombreuses explication sur le cintrages de tube.
Les calculs à retenir⚓
Calcul d'une longueur développée
Pour calculer une longueur développée, il faut ajouter les portions courbes aux lignes droites
Dressage⚓
Emboutissage⚓
Une mise en œuvre difficile
Souvent utilisée pour la fabrication de pièce de tôlerie fine, l'emboutissage permet la fabrication d'une pièce en une seule opération de conformation.
Avec l'effort exercé par par machine, la feuille de tôle (généralement de fine épaisseur) est déformée sous l'effet d'une force entre les 2 pièces moulées.
Très utilisée dans le domaine
de l'aérospatiale
de la la chaudronnerie
de l'automobile
De part la conception des moules, le coût de fabrication est très élevé, mais vite rentabilisé si la production est réalisée en grand nombre de pièce.
Pour voir un exemple, rendez vous duer https://youtu.be/l1ZrKhsciXU

S32-2 Performances et caractéristiques principales des machines (capabilité)⚓
S33 - Techniques et procédés de soudage⚓
Complément : Guide de mise en œuvre des technologies du Soudage/Coupage
Vous trouverez de nombreuses informations sur les procédés de coupage/soudage sur le site EVOLIS
et plus particulièrement sur le lien suivant : https://www.evolis.org/medias/files/10347_FICHIER_0.pdf
S33-1 Le soudage par fusion⚓
Lors d'une opération de soudage, le métal de base et le métal d'apport fondent.
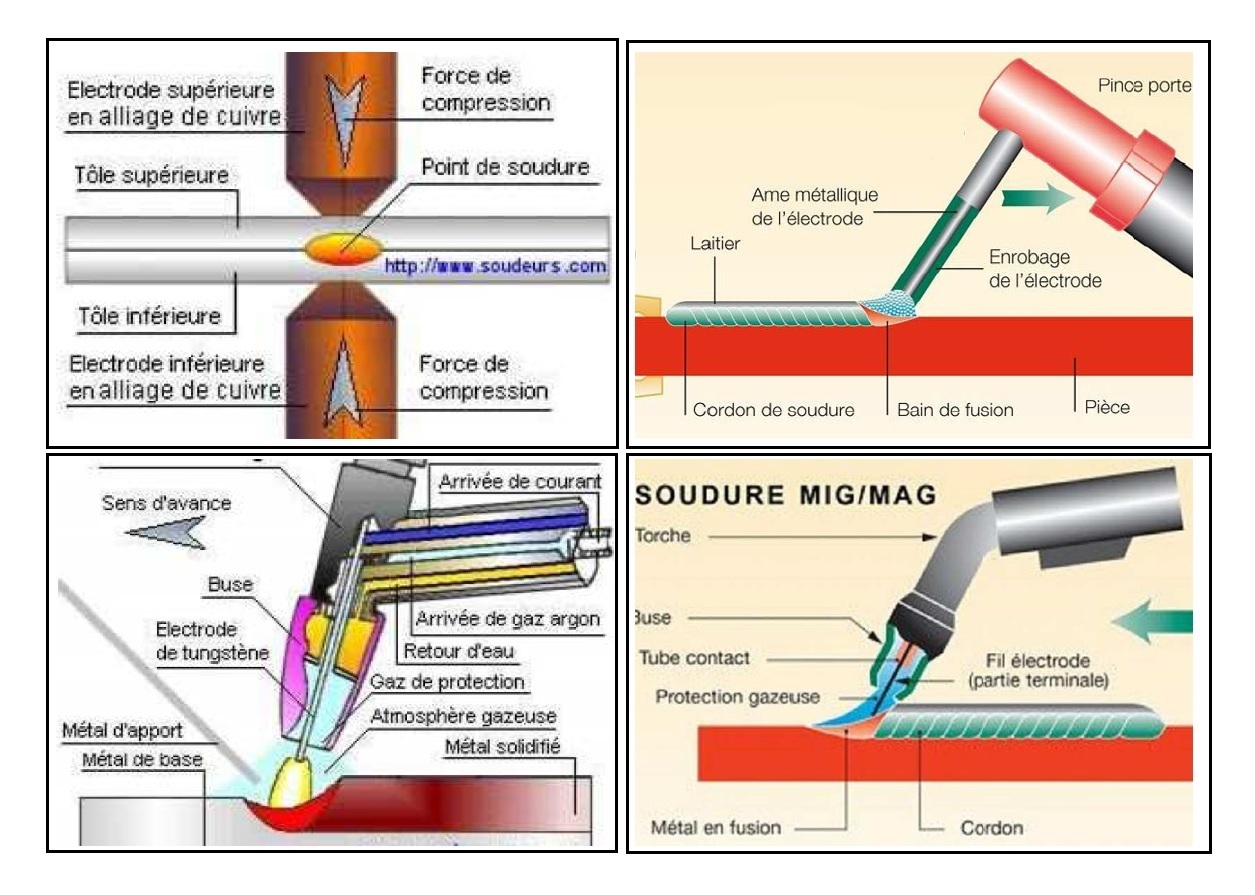
Rappels des différents procédés :
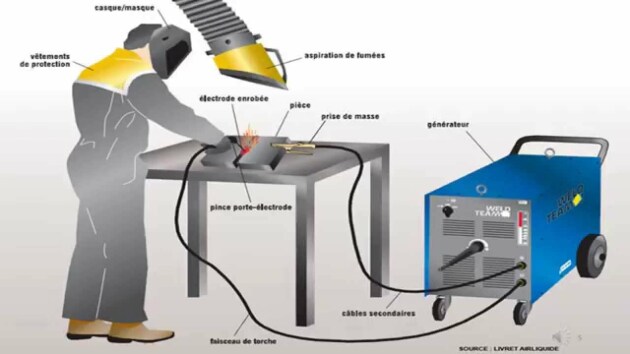
S33-2 Procédé soudage à l'arc avec électrode enrobée (111)⚓
Présentation
Procédé de soudage par fusion d'une électrode, due à la formation d'un arc électrique entre la pièce et cette électrode . La température de l'arc (environ 1500° C) porte instantanément l'électrode et le métal en fusion.
A compléter
Les paramètres définis⚓
Les paramètres définis : produits d'apports, type et Ø électrode, polarité, Uo.
Les paramètres variables⚓
Les paramètres variables : intensité, tension U1, vitesse d'avance, amorçage.
Complément : Présentation du procédé
Préparations spécifiques.⚓
S33-3 Procédés TIG (141)⚓
I : Le Procédé TIG, simple, efficace, et esthétique
Le Procédé TIG (acronyme de Tungsten Inert Gas) est un procédé de soudage électrique.
Très répandu dans l'industrie, ses applications sont nombreuses :
- agroalimentaire,
- pharmaceutique
- aéronautique
- tôlerie Fine
Il permet d'assembler de nombreuses nuances de métal (Aluminium, acier, inox)

II : Signification : Que veut dire TIG ?
Le "TIG" est un procédé de soudage 'n° 141. Son abréviation signifie:
- Tungsten
- Inert
- Gas
Cela signifie que pour ce procédé, il est utilisé une électrode réfractaire en Tungstène et qu'il y a un gaz inerte de protection du bain de soudage.
Les différents gaz sont : l'hélium, l'argon ou le mélange des deux.
III : Le fonctionnement d'un poste TIG
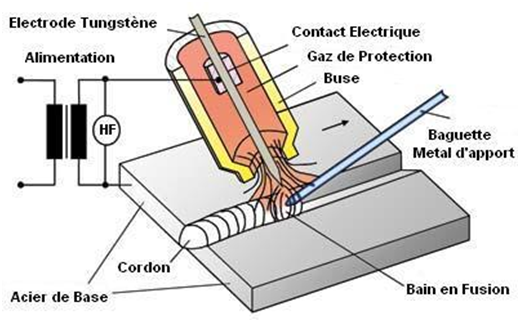
C'est un procédé de soudage à l'arc (141) dans lequel l'arc éclate au sein d'une atmosphère neutre (argon ou hélium) entre la pièce à souder et une électrode réfractaire (tungstène pur ou lanthane). Le procédé TIG permet le soudage des aciers inoxydables, de l'aluminium, du cuivre, du titane et de leurs alliages, etc... sur des épaisseurs comprises généralement entre 0.5 et 8 mm d'épaisseur.
Utilisé souvent en "première passe" pour les fabrications de hautes qualités. En effet, il permet une fusion parfaite des 2 métaux de base.
Souvent utilisé en automatique du fait des réglages simples
Courant continu pour le soudage des métaux "lourds" (ex : inox, aciers, etc.)
Courant alternatif pour le soudage des métaux "légers" (ex : aluminium).
IV : Le poste
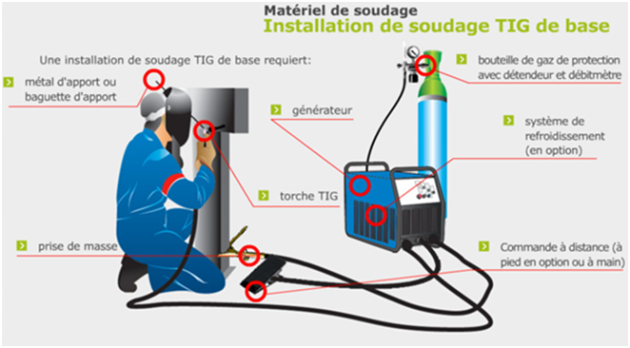
Sur certains poste, un refroidissement liquide peut être présent.
V : Composition de la Torche
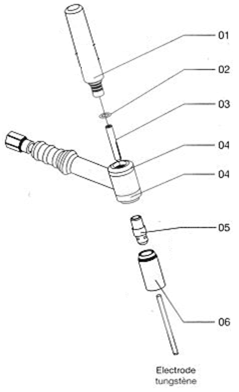
01 Bouchon
02 Joint de bouchon
03 Pince porte tungstène
04 Bague d'étanchéité / isolante
05 Siège
06 Buse
VI : Le refroidissement
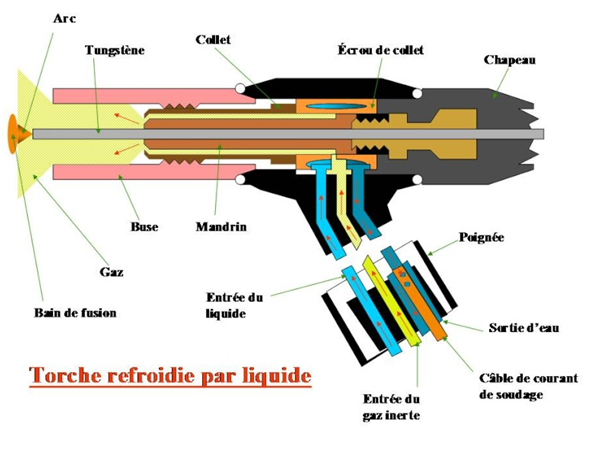
Le groupe de refroidissement par eau ou liquide de refroidissement est un dispositif utilisé pour le refroidissement de la torche lorsque cette dernière.
Utilisé pour éviter toute surchauffe en cas de soudage élevés. Cet appareil permet, au moyen d'une pompe, une circulation constante de liquide de refroidissement dans la torche et, au moyen d'un système de refroidissement, le contrôle des sur températures.
VII : Les gaz utilisés
Les deux principaux gaz utilisés en soudage TIG sont l'argon et l'hélium.
Ce sont deux gaz inertes, ce qui veut dire qu'ils protègent uniquement le bain de fusion. D'autres gaz inertes ont été essayés, mais leur faible production actuelle entraîne des pris élevés (Krypton, Xénon).
a. Argon :
Ce gaz se trouve dans l'atmosphère dans la proportion (non négligeable) de 0,94%. Il est un des produits de la distillation fractionnée de l'air liquide. On l'utilise en soudage sous diverses formes.
L'argon à 99,96% de pureté exprimée en VPM (ou parties en volume par million ou encore en cm3 par m3), ses impuretés ne dépassent pas : 100 VPM pour N2 50 VPM pour O2 et 300 VPM pour H2O.
L'argon raffiné à 99,995% pour les travaux de très hautes qualité. Les teneurs limites en impuretés sont 5 VPM pour O2 et H2O.
Un argon de moindre pureté que les précédents est utilisé en mélange avec CO2 et O2 et donne sur acier à bas carbone des soudures de meilleur aspect que le mélange gazeux réalisé avec l'argon - soudage dans la même proportion.
b. Hélium :
Pendant de nombreuses années, l'hélium était uniquement extrait des puits de gaz naturel d'Amérique du nord où on le trouve dans une proportion qui peut atteindre 2%. Considéré comme produit stratégique, l'importation de ce gaz en Europe est très limitée. Actuellement, on commence à extraire en quantité notable des gaz naturels européens, de sorte que son usage se développe.
L'hélium des soudeurs est à 99,995% de pureté. Les teneurs limites en impureté sont : h2 ≤ 5 VPM - O2 ≤ 5PM.
Pour le soudage, on utilise l'argon, l'hélium, le mélange de ces deux gaz, on peut aussi additionner un peut d'oxygène ou d'hydrogène pour le soudage des aciers inoxydables en automatique (vitesse élevée, pénétration importante).
Pour le soudage du Titane, du Tantale, du Zirconium, et tous métaux altérés à chaud par les gaz de l'atmosphère, on utilise de préférence de l'argon U. On additionne à la torche un système de protection supplémentaire, un traînard débitant de l'argon où le soudage s'effectue dans une "boîte à gant", sous atmosphère inerte.
VIII : Le Tungstène

La présence du thorium augmente le pouvoir émissif du tungstène, et permet une densité de courant plus élevée.
Il faut toujours utiliser une électrode de tungstène dans la fourchette supérieure de son intensité admissible.
Exemple : Pour souder à environ 110 A, en courant continu avec électrode en tungstène thorié, on choisira une diamètre de 1,6 mm au lieu d'un Ø de 2 mm.
On obtient une bonne stabilité de l'arc.
Le bon affûtage d'une électrode de tungstène est primordial pour assurer une bonne qualité de soudage. L'électrode fonctionne seulement comme support de l'arc, et par conséquent, ne doit pas fondre.
Le point de fusion de l'électrode de tungstène est de 3370°C.
Lorsqu'on soude au courant alternatif , il est nécessaire de fabriquer au bout de l'électrode une petite boule. (voir figure ci-dessous électrode de droite). Pour ce faire, il suffit d'amorcer l'électrode pour un moment sur une pièce de cuivre avec le courant continu à polarité inversée. Avec un tungstène au zirconium, la boule se fait automatiquement en courant alternatif avec haute fréquence continue.
Pour souder au courant continu, il suffit de meuler l'électrode comme l'indiquent les figures ci dessus. L'électrode en CCPI n'a pas besoins d'être préparé car à cette polarité la chaleur est concentré à environ 70% sur l'électrode qui aura tendance à fondre. Prévoir de baisser les paramètres avant de faire une hémisphère à l'extrémité du tungstène. D'ailleurs la polarité inversée est très rarement utilisée.
Affûtage en pointe pour le soudage des aciers courants en CC courant continu
Complément : Cours sur le soudage TIG
Rendez vous sur le site ROCDACIER pour un cours sur les paramètres de soudage TIG
Complément : Présentation du poste TIG
Complément : Notice du poste à souder
Un doute sur l'utilisation du poste à souder ?
Retrouver la notice d'un poste à souder présent dans notre atelier. Il permet de nombreux paramètres pour une soudure parfaite.
Rappel : Les Équipements de Protection Individuels
Comme pour tous les procédés, le gant de soudage est indispensable.
Il doit être fin et permettre à l'utilisateur d'appuyer sur la gâchette facilement.
Ci après une photo :
Aussi, vous aurez besoin du casque de protection à obscurcissement électronique (de préférence)

S33-4 Procédés semi automatiques (131, 135, 136, 138)⚓
I : Les Procédés MIG/MAG, fil fourré et simples, efficace
Les Procédés MIG / MAG sont des procédés de soudage électrique les plus répandus.
Très répandus dans l'industrie, ses applications sont nombreuses :
- construction métallique,
- chaudronnerie,
- tuyauterie
Il existe également d'autres procédé comme le Soudage semi automatique avec ou gaz avec fil fourré.

Voici précisément la nomenclature et numérotation des procédés de soudage :
131= Soudage MIG avec fil électrode fusible sous gaz inerte (GMAW)
135= Soudage MAG avec fil électrode fusible sous gaz actif (GMAW)
136= Soudage MAG avec fil fourré de flux sous gaz actif (FCAW)
138= Soudage MAG avec fil fourré de poudre métallique sous gaz actif (FCAW)
II : Signification : Que veut dire MIG / MAG ?
Le "MIG" est un procédé de soudage 'n° 131. Son abréviation signifie:
- Metal
- Inert
- Gas
Le MAG est similaire dans le fonctionnement, hormis le gaz et le fil utilisé. Le procédé de soudage est le n° 135. Son abréviation signifie:
- Metal
- Actif
- Gas
III : Le fonctionnement d'un poste MIG / MAG
C'est un procédé de soudage à l'arc (131 ou 135) dans lequel l'arc éclate au sein d'une atmosphère gazeuse entre la pièce à souder et un fil d'acier.
IV : Le poste
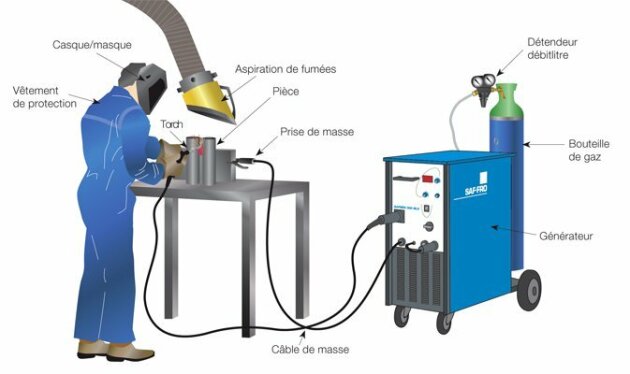
Complément : Cours sur le soudage MIG / MAG
Rendez vous sur le site ROCDACIER pour un cours sur les soudages MIG / MAG
Complément : Présentation du procédé MIG / MAG - no Gaz
Rappel : Les Équipements de Protection Individuels
Comme pour tous les procédés, le gant de soudage est indispensable.
Aussi, vous aurez besoin du casque de protection à obscurcissement électronique (de préférence)
Sans oubliés les équipement personnel et collectif :
S33-5 Préparation des joints soudés et configurations opératoires⚓
1. Types d'assemblage (bout à bout, angle).⚓
Lors des différents assemblages que nous trouvons dans un atelier, il existe de nombreux types d'assemblage différents.
Les principaux sont le soudage « Bout à bout », le second, soudage « en angle »
D'une manière générale et pour les assemblages de fines épaisseur, il n'existe pas de préparation particulière pour le soudage avec ce type d'assemblage.
Cependant, dans certains cas, une préparation de bord est nécessaire. En effet, de par les épaisseurs mise en œuvre, les bords de tôle doivent être usinés, chanfreiné pour que l'assemblage soit conforme aux spécifications. Il faut s'assurer de la parfaite continuité de la matière, c'est-à-dire qu'il faut pouvoir fondre à cœur les matériaux de base.
2. Typologie des préparations (chanfrein V, X, asymétrique).⚓
La préparation des bords permet d'obtenir une fonte totale des matériaux de base (tôle, cornière, profilé,...). Pour rappel, par matériau d'apport on entend « métal d'apport » qui correspond au fil dans le soudage MIG/MAG/TIG et à l'âme principale pour l'électrode enrobée.
Nous distinguerons plusieurs types de préparation que nous appelons « chanfreins »
Les valeurs de chanfreins dépendent du type d'assemblage, de l'épaisseur. Les dimensions à obtenir sont inscrites sur le plan d'usinage.
La préparation des bords peut se faire avec un chalumeau avec un guide, un touret à meuler, une meuleuse, ou une chanfreineuse portative, voir même, avec des centres d'usinage tels qu'un tour ou une fraiseuse.
3. Méthodes de pointage et d'accostage⚓
4. Positions de soudage.⚓
Le soudage sur un marbre de soudage à atelier n'est pas toujours possible. En effet, sur chantier, voire même dans l'atelier quand l'ensemble ne peut être manipulé (déplacé ou tourné), le soudage doit se faire « en position ». C'est une position aléatoire, qui ne peut être corrigé.
Par exemple, lors du soudage d'un tuyau de pipeline, le soudeur réalisera, tout au long de sa phase d'assemblage, une soudure dans 4 positions différentes :
- à plat (position la plus courante)
- verticale descendante,
- verticale montante
- « au plafond » (ci contre)
Les réglages tels que l'intensité, la vitesse d'avance, le type de baguette (pour l'électrode enrobée), le débit de gaz doivent être maîtrisés en fonction de la position du soudeur.
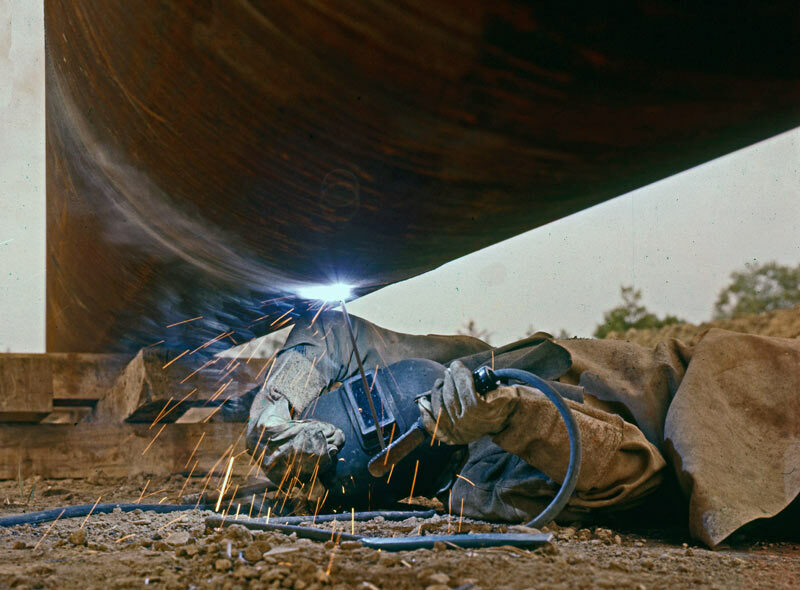
5. Les moyens nécessaires lors du soudage⚓
Le soudage dans toutes les positions...
Le soudage d'ensemble mécano-soudé requiert une grande capacité d'adaptation : dans toutes les positions, dans toutes les configurations.
Il n'est pourtant pas toujours facile de souder dans des position inconfortable : au ras du sol, la tête en bas, ...
Certains appareils facilite l'opération de soudage, voyons en quelques uns....
a. Positionneur⚓
Le positionneur permet de faire pivoter la pièce pour avoir un accès libre dans de nombreuses positions.
Il permet, avec une commande électrique, une rotation aisée dans les deux sens possible.
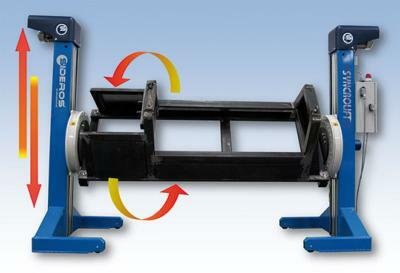
Vous trouverez une petite vidéo sur l'utilisation de ce genre d'appareil
b. Manipulateur⚓
Le manipulateur a l'avantage de positionner la pièce dans une quantité infini de positions. En effet, comme le montre l'image ci dessous, le soudeur doit réaliser de nombreuses soudures. Pour éviter la manipulation à l'aide de matériel conventionnel (chariot élévateur, pont roulant...) le système permet, avec la commande de plusieurs moteurs électriques, de mettre en place l'ensemble chaudronné dans de nombreuses positions.
Chaque position étant mémorisée pour une fabrication en série.
Il y a donc plusieurs avantages pour l'utilisation d'un tel système :
le gain de temps par la mémorisation des positions
la sécurité de l'opérateur (la pièce étant fixée sur l'appareil)
augmentation de la qualité
préservation de la santé de l'opérateur en lui évitant des postures du corps inconfortable.

c. Vireur⚓
Le vireur est très utilisé dans l'assemblage d'ensembles chaudronnés réalisés en tôle (comme des réservoirs, des citernes) mais aussi, pour l'assemblage de tubes entre eux ou pour le soudage de brides de raccordement sur des tubes.

Vireur pour virole réalisée en tôle

Vireur pour tube de petits diamètres (attention, il existe différents modèle de capacités différentes)
En effet, cet appareil permet de faire tourner sur place l'ensemble à souder. L'opération est réalisée par ...

... un robot de soudage.

...un soudeur professionnel
En configurant la vitesse de rotation en fonction de l'épaisseur à souder, le soudeur est certain d'obtenir une vitesse de rotation continue, sans oscillation.
Pour régler la vitesse de rotation et donc, la vitesse de soudage, le soudeur peut se repérer par rapport aux abaques disponibles dans de nombreuses ressources. Cependant, l'expérience du soudeur et l'intensité de réglage du poste feront toujours varier cette fameuse vitesse d'avance.
Complément : Abaques de soudage ....
Voici deux extraits de tableau (« dossier Machines BAC PRO –édition 2011 » )
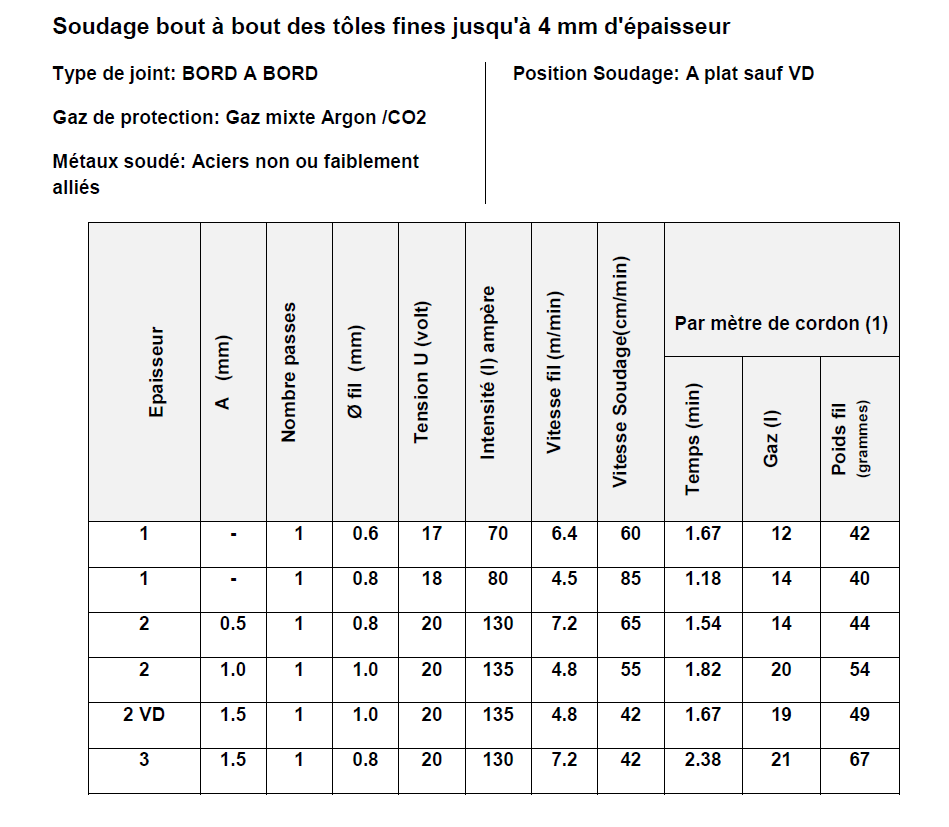
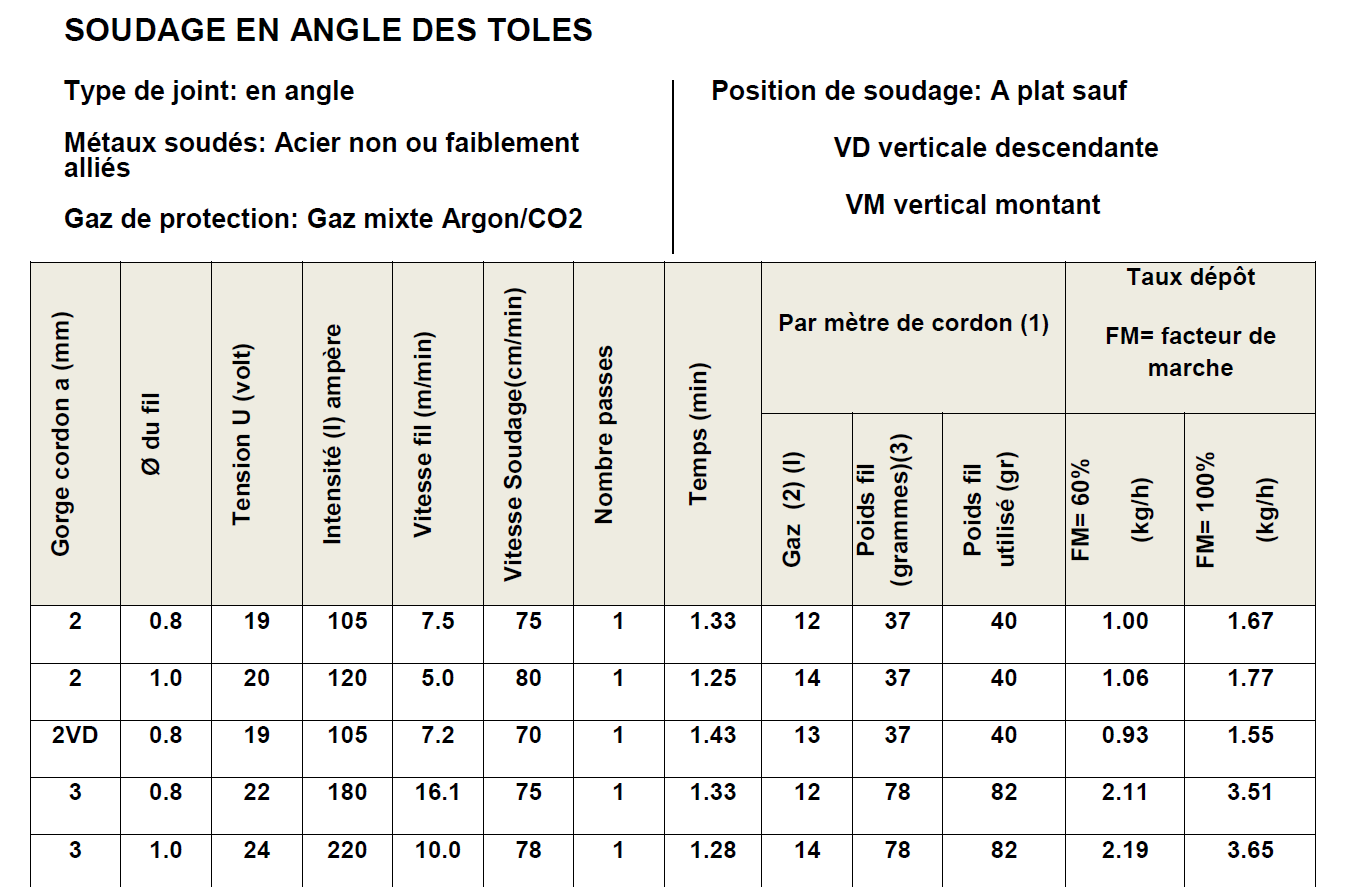
A vous de jouer ..
Nous vous demandons d'établir un tableau pour le soudage de pièce cylindrique sur vireur.
Vous prendrez en compte différents diamètre de tube existant et vous indiquerez une vitesse de rotation (cela sera donc équivalent à la vitesse d'avance) par rapport aux différents graduations de notre vireur à l'atelier.
Et s'il n'est pas possible de faire tourner la pièce.... ?
Dans le cas opposé (si le tube ne peut pas tourné) nous parlerons de « soudage orbital ». Pour ce procédé, le robot ou procédé de soudage est fixé sur le tube ou la virole, et lors du départ cycle, la tête de soudage avance à une vitesse programmée sur la périphérie du tube
Comme le robot de soudage, ce procédé permet une répétitivité de l'opération de soudage.

S33-6 Règles de fabrication, codes et normes⚓
Les opérations de soudage sur un ensemble chaudronné
Toutes les opérations de soudage ne sont pas identiques. En fonction de la destination de l'ensemble chaudronné, des précautions devront être prises.
Par exemple, pour la fabrication d'une structure métallique, le dimensionnement de la soudure devra être réalisé afin que l'ouvrage résiste sous l'effet d'un effort. Pour un appareil à pression, il en est de même : les soudures devront être calculée en fonction d'une pression à l'intérieur de l'appareil mais une préparation de bord de tôle peut être nécessaire (cf S33-5).
Toutes ces informations doivent être scrupuleusement notifiées dans un cahier de soudage regroupant les documents nécessaire au suivi et à l'archivage de l'affaire.
Cahier de soudage⚓
Pourquoi un cahier de soudage ?
Le cahier de soudage est un document préparatoire permettant de lister tous les types d'assemblage par soudage présents sur un ensemble.
Tous les DMOS y sont renseignés, et si l'appareil réalisé est soumis à la pression, cela donnera lieu à un QMOS avec un résultat d'épreuve.
Descriptif de mode opératoire de soudage⚓
La recette d'une soudure conforme !
Tout comme une gamme détaillée de fabrication, l'opération de soudage, doit, dans certains cas, être consignée dans le dossier constructeur. Dans ce document, les réglages et paramètres nécessaires à la réalisation du cordon de soudure y sont notées.
Ce document est un Descriptif du Mode Opératoire de Soudage. Il est indispensable dans le cadre d'une fabrication d'un appareil à pression ou soumis à des efforts particuliers (température, forces, ... )
Voici deux exemples de DMOS
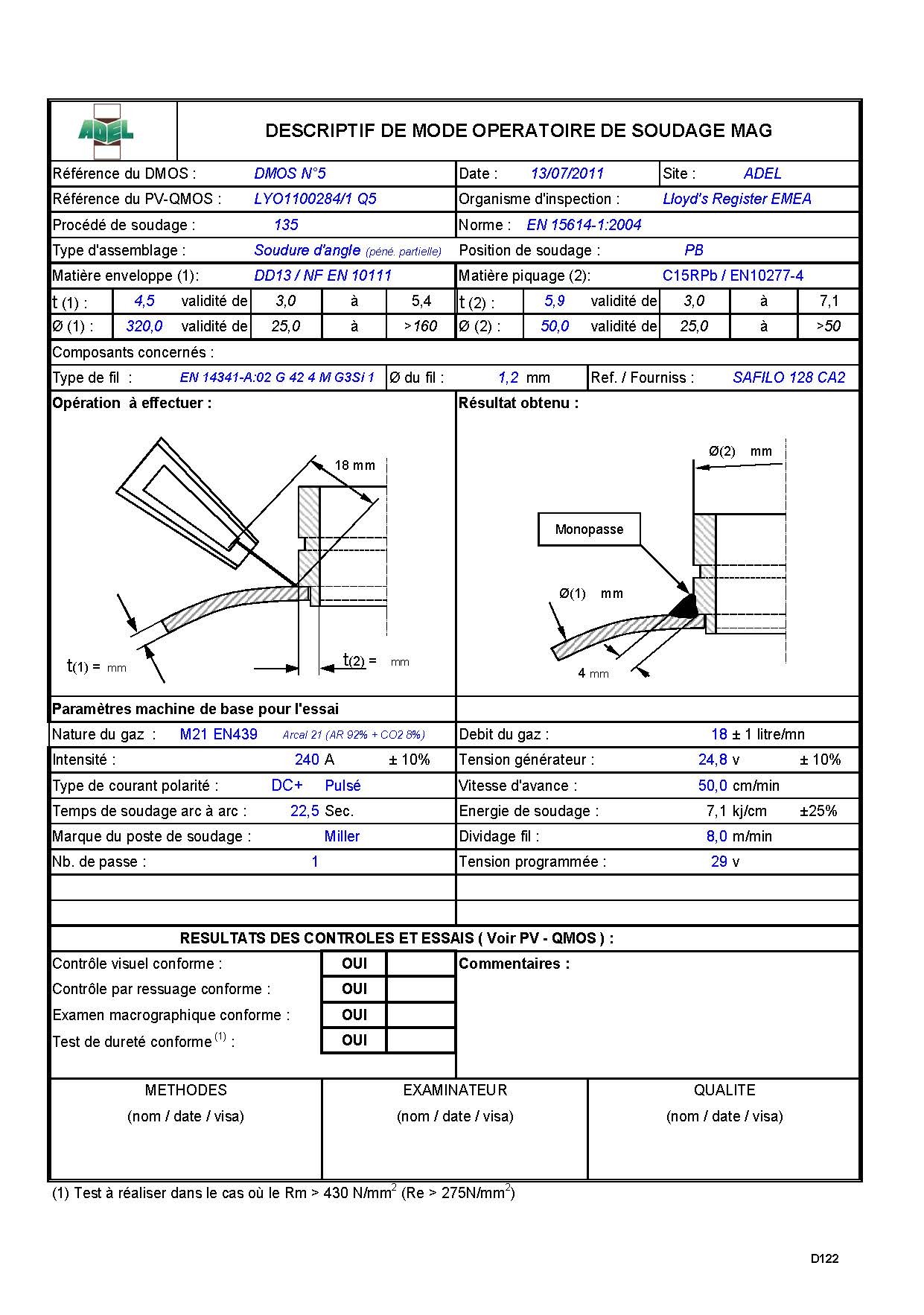
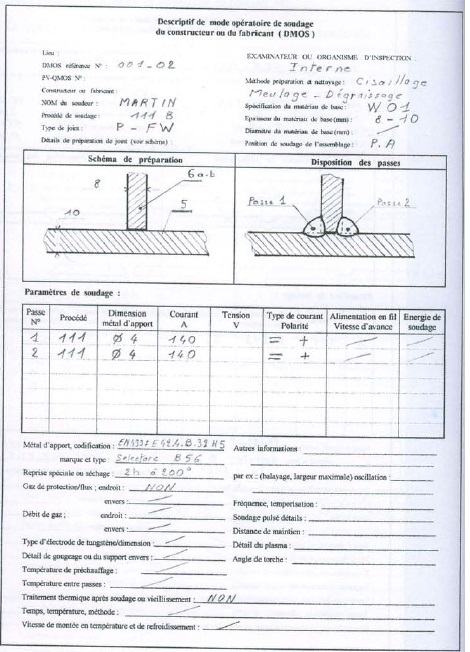
DMOS à remplir pour exemple
Voici quelques DMOS (simplifiés) dans le cadre de votre formation. Vous pouvez les utiliser en cas de besoin pour renseigner les paramètres de soudage utilisés.
Pour aller plus loin⚓
Complément : Cours sur le DMOS (M. MORIOT)
Voici un cours sur le DMOS
Qualification de soudage⚓
Condition de réalisation
Le document Qualification d'un Mode Opératoire de Soudage est un certificat qui atteste des capacité d'un soudeur à réaliser une soudure suivant des paramètres bien définis : procédé de soudure, position, ...
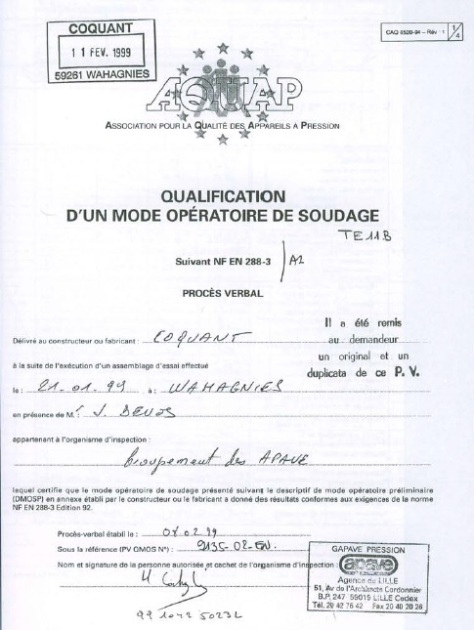
Domaine de validité
LE QMOS est fourni par un organisme de contrôle. Elle réalise de nombreux tests (micrographie, mécaniques, ... ) afin de vérifier la bonne réalisation du cordon de soudure.
Durée de validité
Contrairement à une qualification de soudeur, dont le savoir faire doit être régulièrement vérifié, une qualification de mode opératoire de soudage n’a pas de validité dans le temps
Pour aller plus loin⚓
Complément : Site internet
Consulter le document sur le site internet suivant :
ou le site https://www.rocdacier.com/rediger-un-dmos/
Rapport de soudage⚓
Après l'opération de soudage
Dans le cadre d'un ensemble chaudronné ayant une fonction particulière (hors pression), un fabricant peut être amené à fournir un rapport de soudage et de contrôle. Celui ci sera réalisé après soudage.
LE contrôle peut être fait de différentes manières :
par examen visuel,
par ressuage
par d'autres procédés (magnétoscopie, radiographie)
Le contrôle permet de garantir une qualité supplémentaire et atteste de la bonne réalisation de la phase de soudage.
Voici un document d'un contrôle par ressuage.
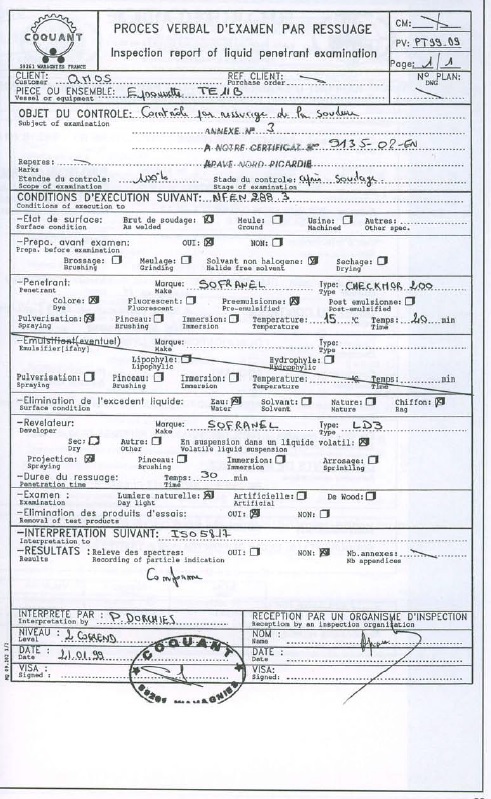
Complément : Pour aller plus loin....
Rendez vous dans le chapitre S54 : LE contrôle en soudage / S54-1 Moyens et essais de contrôle non destructifs
et sur le site https://www.claravision.com/controle-soudure/
S33-7 Métallurgie et soudabilité⚓
S33-8 Retraits, déformations et contraintes résiduelles des assemblages soudés⚓
S33-9 Procédés de soudage par résistance⚓
Le Soudage Électrique Résistance Par Point (SERP)
Le procédé Soudage Électrique Résistance par Point SERP est très utilisé dans le cadre de soudage de tôlerie fine. Il permet un assemblage rapide et efficace, sans déformation de la tôlerie.
Principe et matériel⚓
Explications
Les pièces à souder sont superposées et sont serrées localement entre deux électrodes en alliage de cuivre.
L'ensemble pièces / électrodes est traversé par un courant de soudage (de forte intensité et de basse tension) qui provoque une élévation de température et la fusion localisée des deux pièces dans la zone de positionnement des deux électrodes.
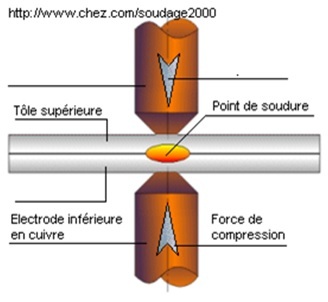
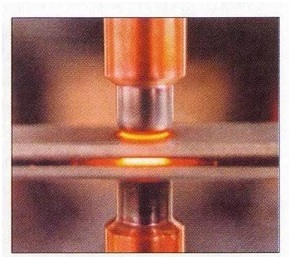
Soudage par point, à la molette.⚓
Soudage par point
LE soudage par point permet le soudage localisé des matériaux. Pour limiter les coût de fabrication, un écart entre deux point est calculé, ou défini. Un Positionnement par l'opérateur ou une centrale de soudage robotisée permet le soudage des pièces.
Le soudage par point ne permet pas l'étanchéité de la pièce car une distance entre 2 points de soudage existe.
Photo d'une pièce soudée par Points :
Soudage à la molette
Le soudage à la molette permet une continuité de la soudure. En fait, il s'agit d'une multitude de petits points de soudage, réalisés dans un très petit intervalle.
Ce procédé est utilisé dans les pièces de fumisterie (conduits de cheminé). L'épaisseur de tôlerie est très fine.
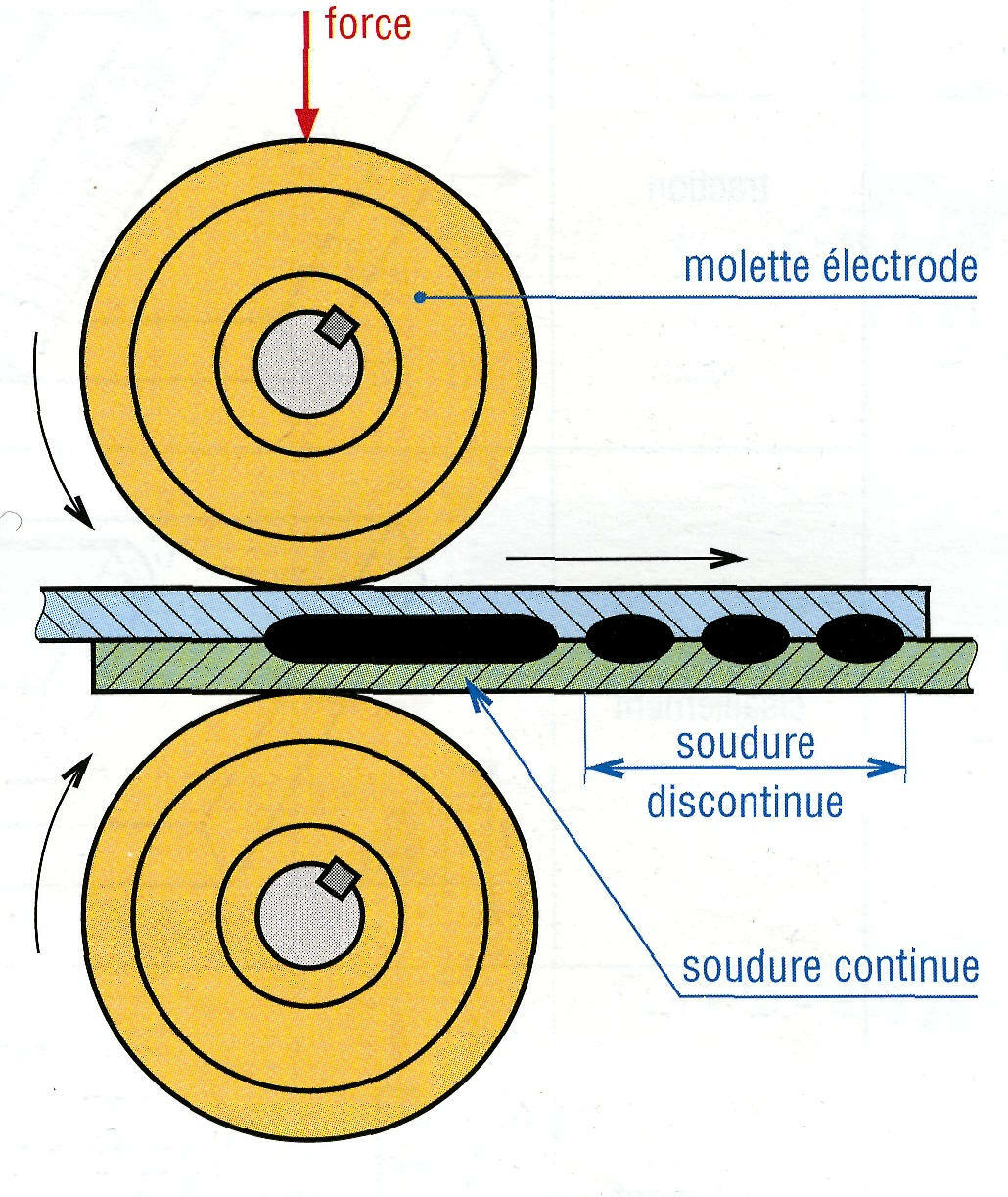

Contraintes constructives.⚓
Machine de soudage
Toutes les machines sont faites sur le même principe, on a deux électrodes (une fixe, l’autre mobile) en alliage de cuivre, refroidies par un circuit d’eau.
Les machines peuvent être : Portatives ou fixe
Pince Portative

Machine fixe

Cycle de soudage - Les réglages⚓
Différentes phases
Evidement, pour chacun des procédés, des paramètres à régler existent. Cela est propre à chaque machine, Les capacités de soudage étant différentes entre les machines.
Le cycle de soudage est le suivant :
Accostage : Maintenir un bon contact entre les pièces à assembler.
Soudage : Le courant passe pendant un temps déterminé.
Forgeage ou maintien : Après soudage, les pièces sont maintenues pendant la solidification du point.
Temps de repos : C’est l’intervalle de temps entre 2 cycles consécutifs.
Avantages et inconvénients du procédé⚓
Les avantages
Rapidité d’exécution
Peu de déformations
Absence de préparation des bords à souder
Possibilité d’automatisation
Les inconvénients
Assemblage uniquement par recouvrement
Epaisseur soudée limitée à la puissance de la machine
Préparation des pièces⚓
Précaution à prendre avant soudage
Pour obtenir un soudage correct, il faut que les pièces soient exemptes :
de rouille
de calamine
de peinture
Les tôles abîmées doivent être décapées ou meulées.
La graisse et l’huile ne gène pas, mais la calamine lors du soudage provoque des étincelles.
Les revêtements électrolytiques (tôle électrozinguée) ne nuisent pas à la soudure.
Démarche de réglage du poste⚓
Les réglages spécifiques pour chaque poste à souder
Avant de valider les réglages, voilà les précautions à prendre :
Faire un essai au préalable sur des chutes de tôles de même nature et de même épaisseurs.
Contrôler l’assemblage : Un point doit se déboutonner et non se casser
Modification si besoin des paramètres : Temps de soudage et Intensité
S33-10 Installations de soudage mécanisées, automatisées ou robotisées⚓
S34 - Les assemblages mécaniques⚓
S35 - Les procédés de manutention⚓
S4. La réhabilitation sur chantier⚓
La fabrication de pièce métallique se réalise souvent dans un atelier de chaudronnerie. Cependant, il est aussi possible que des interventions soient réalisées sur site. Des précautions sont à prendre, afin que le chantier se déroule dans de bonnes conditions.
Vous pouvez également consulter le site de prévention https://www.preventionbtp.fr qui vous fournira de nombreuses ressources sur la gestion de votre chantier
S41 - Identification de l'installation⚓
Se préparer pour une intervention sur Site...
S41-1-1 - Contexte de l'intervention⚓
L'intervention sur Site comprends plusieurs facteurs afin qu'elle soit réalisée dans de bonnes conditions.
S41-1-1-a - Demande d'intervention⚓
1. Demande d'intervention
Vous le connaissez peut-être sous le nom de rapport d'intervention, de fiche d'intervention, de compte rendu d'intervention, de bordereau d'intervention ou encore de bulletin d'intervention.
Vous réalisez des interventions d'installation, de maintenance, de dépannage, d'assistance, ou de SAV ? Dans le cadre d'une bonne gestion des activités de vos techniciens sur le terrain, l'utilité du bon d'intervention n'est plus à prouver. Il contribue à l'efficacité de vos équipes, à un gain de temps pour votre suivi de production et administratif, mais aussi à une relation client sereine et cadrée.
2. Qui utilise le bon d'intervention ?
Le bon d'intervention concerne de nombreux secteurs d'activité nécessitant l'intervention d'équipes mobiles de techniciens. En effet, il est utilisé par des sociétés de service réalisant des opérations de maintenance, de réparation ou d'installation dans des domaines tels que :
• la climatisation,
• la réfrigération,
• les télécoms,
• le paysagisme,
• la plomberie,
• l'électricité,
• la livraison de matériel pour le BTP,
• le facility management (la gestion du courrier, l'entretien des bâtiments, le contrôle de la sécurité ou encore le nettoyage)
• la maintenance informatique, etc.
L'utilisateur principal est sur le terrain et peut être technicien, chef d'équipe, auditeur, inspecteur ou encore chauffeur/livreur de matériel. Les autres utilisateurs sont les services administratif, comptable et RH de la société intervenante, en interne ou en sous-traitance, et les clients (ou donneurs d'ordre, maîtres d'ouvrage)
3. Quand se sert-on d'un bon d'intervention ?
Il y a 3 grandes étapes dans le cycle de vie du bon d'intervention :
a) → EN AMONT :
La personne chargée de la planification des interventions (le responsable de conduite d'activité) y reporte les informations du client et de la mission pour l'équipe intervenante. Doivent figurer sur le bon d'intervention :• le lieu : le site exact de l'intervention,• les coordonnées du client,• le mode d'accès : digicode, accès sous-sol, etc.,• la date et le lieu du rdv,• la description de l'intervention : mission, contraintes spécifiques,• le matériel : pièces détachées, etc.,• le type d'équipement ciblé sur le site,• les pièces jointes : plan du site, schémas,• l'historique client : interventions précédentes et résultats.
b) → PENDANT :
L'intervention : le bon d'intervention sert ensuite au technicien ou au chef d'équipe pour renseigner les travaux effectivement réalisés, le temps de travail, les anomalies, les pièces utilisées, les préconisations pour la suite. Le document est signé par le client qui valide ainsi l'intervention et ajoute éventuellement ses remarques. Il faut donc :• indiquer les horaires effectifs de début et de fin,• renseigner le statut de l'intervention : en cours, à poursuivre, abandon,• prendre des photos illustrant les travaux réalisés,• indiquer les pièces détachées effectivement utilisées, et celles qui ont manqué,• recueillir la signature du client.
c) → APRÈS :
Une fois la transmission du bon d'intervention faite à la société prestataire, le service comptabilité établit la facture et les fiches de paie des intervenants. Les remarques des clients peuvent être reportées dans un logiciel CRM pour le suivi de la relation client, puis le rapport d'intervention est directement stocké dans le système informatique ou imprimé puis archivé dans un classeur.
4. Pourquoi utiliser un bon d'intervention ?
a) Pour l'équipe intervenante :
• avoir les détails de la mission (client, coordonnées, lieu, date),
• accéder aux informations des dernières opérations en cas d'interventions multiples,
• tenir un compte détaillé des heures travaillées,
• être encadrée, avoir un support qui fait le lien entre la société intervenante et le client,
• bénéficier d'une validation des travaux avec la signature du client.
b) Pour la société intervenante/le responsable de conduite d'activité :
• conserver un historique des interventions,
• communiquer le détail de l'intervention,
• se protéger en cas de litige avec le client,
• établir une facture,
• calculer le temps de travail des équipes,
• ajuster les devis et estimations des travaux suivants,
• affirmer son statut d'expert en faisant des préconisations d'entretien, d'utilisation,
• favoriser la relation de confiance avec le client,
• encourager ses équipes à avoir le souci du détail, à travailler en transparence et loyauté, de façon autonome mais avec supervision.
c) Pour le client :
• conserver un historique des interventions reçues,
• retrouver facilement les coordonnées de la société, pour la maintenance et le SAV,
• être en confiance sur le professionnalisme de la société intervenante,
• pouvoir ajouter des observations et un avis sur la qualité du travail,
• mieux comprendre la facturation.
5. Différents moyens d'établir un bon d'intervention et modes d'emploi
a) Les bons d'intervention « papier » :
Les bons d'intervention peuvent s'acheter en papeterie sous forme de carnet avec feuilles doubles ou triples autocopiantes afin de laisser un exemplaire au client et d'en conserver un ou plusieurs pour la société prestataire. Des spécialistes en papeterie et signalétique peuvent fournir aux entreprises des carnets de bons d'intervention personnalisés avec leur logo. Ils se complètent de façon manuscrite.
Avantages :
c'est accessible pour ceux qui ne sont pas du tout à l'aise avec les outils informatiques et pour les toutes petites structures.
Inconvénients :
• des difficultés possibles à relire le technicien,
• la saisie complète de la facture à faire,
• le carnet doit passer de mains en mains pour être rempli au gré des interventions (risque de pertes et d'oublis),
• l'espace limité pour mettre des notes,
• l'archivage et la recherche d'anciens bons,
• le coût : comptez environ 20 euros pour 50 bons non personnalisés.
b) Les bons d'intervention dématérialisés
Le bon d'intervention est accessible via une application sur tablette, smartphone ou ordinateur. Le responsable de conduite d'activité, les intervenants, le client, les services administratif et comptable y ont tous accès, en amont, pendant et après l'intervention.
Avantages :
• l'outil est ultra collaboratif,
• il évite les pertes et les oublis qu'occasionne le format papier ou Excel,
• les informations sont lisibles et complètes,
• certains champs sont pré remplis pour faciliter le travail de reporting du technicien,
• les droits d'accès permettent à chaque intervenant de ne remplir que les données qui le concernent,
• c'est accessible en tout lieu et à tout moment.
Inconvénients :
c'est payant. Mais les gains en temps, en productivité et en traçabilité compensent largement le coût d'un abonnement. Certaines solutions proposent des formules gratuites mais limitées en termes d'utilisateurs et de fonctionnalités.
Complément : Le cours au format PDF
Retrouver ici le cours au format PDF
S41-1-1-b - Maintenance préventive, corrective⚓
La maintenance préventive permet de limiter la casse ou la panne de machine outils
La maintenance est planifiée selon un planning qui peut être :
hebdomadaire,
mensuelle
annuelle
ou planifiée suivant un certain nombre d'heure de fonctionnement.
La maintenance consiste :
à une vérification de réglage machine (réglage de coupe, contrôle des cotes de butée par exemple)
à un graissage (roulement, niveau d'huile)
à un nettoyage (vidage des copeaux, débouchures sur une poinçonneuse)
Exemple : La maintenance, c'est bien connu sur une voiture...
Un exemple de maintenance, c'est l'utilisation de la voiture...
Régulièrement, vérification de la pression des pneumatiques
Tous les 10 000 km, une vidange....
Tous les 50 000 km, changement des pneumatiques...
La maintenance est planifiée, en fonction du temps ou, dans le cas d'une voiture, selon un nombre de kilomètres parcourus.
S41-1-1-c - Notions de sous traitance, de co-traitance, et de co-activité.⚓
Travail simultané... ou non ...
Sur un chantier, plusieurs corps de métiers se côtoient.
Les sous-traitants réalisent des pièces ou des activités qui peuvent ne pas être identique au domaine de la chaudronnerie et surtour, qui sont indépendante de la tâche initiale.
Exemple :
Pour réparer un garde corps sur un bateau, une entreprise de chaudronnerie fait sous-traiter la fourniture et la pose d'un échaffaudage par une autre société.
Les co-traitants travaillent sur une même tâche sur le projet en mutualisant leurs moyens.
Exemple :
Dans une raffinerie, la quantité de travaux de tuyauterie étant à réaliser, deux entreprises travaillent conjointement sur la rénovation demandée par l'acheteur
Voir le lien sur Service public
Pour la co-activité, les entreprises travaillent en même temps sur un chantier, sans pour autant qu'il y ai un réel lien entre les activités.
Exemple :
Pour la réalisation d'un hangar industriel, une entreprise de tuyauterie installe les tuyaux de chauffage alors qu'une entreprise installe les espaces verts.
S41-1-2 - Conditions d'intervention⚓
S41-1-3 - Caractéristiques techniques d'une installation à réhabiliter⚓
S41-1-3-a - Énergies⚓
.
S41-1-3-b - Consignation⚓
Introduction
Chaque année, des milliers d'accidents surviennent lors de travaux de réparation, de maintenance de machines ou d'équipements industriels. La plupart d'entre eux sont causés par des sources d'énergie qui ne sont pas neutralisées. Cependant, en Europe, diverses réglementations existent, stipulant que l'équipement doit être coupé de toute source d'énergie et bloqué lors des travaux de réparation ou de maintenance.
Définition, Qu'est-ce que la consignation ?
Il s'agit d'une procédure de sécurité planifiée qui consiste à neutraliser les sources d'énergie pendant une opération de maintenance ou de réparation d'une machine. Ce processus est essentiel dans le plan de prévention contre les risques mis en place sur le lieu de travail. Les travailleurs peuvent alors effectuer en toute sécurité les réparations, sans que les machines ne se remettent en marche. En effet, les accidents découlent en majorité de la confusion entre l'arrêt de la machine et sa mise hors tension lors des travaux à réaliser sur des appareils industriels.
Cette procédure est exigée par la norme NF EN 1037 sur la prévention de la mise en marche intempestive des machines et découle également de la directive 2009/104/CE concernant les prescriptions minimales de sécurité et de santé pour l'utilisation des équipements de travail.
1. La consignation et la déconsignation des fluides
2. La consignation et la déconsignation mécanique
3. Les systèmes de condamnation

Vous trouverez un panel de plusieurs type d'appareils de consignations ici : lien
Complément : Le cours
S41-1-3-c - Fluides (liquide, gaz, vapeur)⚓
Chaque fluides a sa couleur !
Afin de pouvoir différencier correctement les différents réseau, des étiquettes de couleur sont collées sur les lignes de tuyauterie.
On peut y voir :
une flèche
une couleur
une indication en toute lettre du produit véhiculé
Cet étiquetage a pour but d'avertir les employés
d'un danger ( explosions, brûlure cutanée)
d'une asphyxie par gaz
d'une inondation en cas de défaillance du réseau
Vous trouverez ci dessous une brochure de l'INRS
d) Calorifugeage.⚓
S41-1-4 - Fiches⚓
Différentes fiches existent pour mener à bien une opération de réhabilitation sur site ou dans un atelier.
Elle permettent d'avoir toutes le informations en cas de problème (contact avec la peau, risque de feu)
Certaines fiches sont obligatoires, comme la réception d'un échafaudages. Elles mettent en jeu la responsabilité de la société intervenante.
S41-1-4-a - Fiches de sécurité⚓
Une maintenance, des connaissances.
Lors d'une intervention, l'entreprise qui réalise les travaux doivent avoir toutes les informations pour préparer l'intervention dans les meilleures conditions.
Pour cela, il est nécessaire d'avoir connaissance des produits utilisés. Ils peuvent être :
- soit utilisés lors de l'opération de maintenance (gaz de soudage, liquide de nettoyage, .. )
- soit présents sur l'installation de l'entreprise (produit dans les lignes de tuyauterie, dans les citernes ou réservoir)
La fiche de sécurité permet d'avoir connaissances des caractéristiques du produit en cas de contact avec la peau par exemple, ou en cas de danger d'inflammabilité.
Ci dessous, un exemple concernant une huile de coupe utilisé dans un atelier de chaudronnerie / mécanique.
La fiche de sécurité donne les indications à connaître en cas de contact avec la peau, les yeux. Nous pouvons y trouver la composition exacte du produit et les pictogrammes réglementaires.

Rechercher une fiche de sécurité d'un gaz de soudage que vous utilisez à l'atelier.
S41-1-4-b - Fiche de prise de poste⚓
La fiche de prise de poste décrit les opérations que devra réaliser l'opérateur.
Elle indique également les EPI à porter lors des opérations de fabrication, mais également, donne les consignes à suivre en cas de problème.
S41-1-4-c - Fiche de réception des échafaudages⚓
Pour pouvoir utiliser un échafaudage, la pose doit être validée par un organisme de contrôle (DEKRA, APAVE).
La fiche une fois obtenue, indique la responsabilité de l'entreprise utilisatrice.
S42 - Les méthodes d'intervention⚓
Une intervention sur site ne s'improvise pas. Après s'être assuré que tous les documents soient remplis (voir chapitre S41-1), il est maintenant nécessaire de préparer ses outils et accessoire pour l'identification du chantier.
Retrouver ci après tout le nécessaire pour une bonne intervention.
S42-1 Les moyens spécifiques⚓
Signalisation, protection, individuelle ou collective, tout est à prévoir....
Complément :
Ci joint le document PDF prof : S42-1 - les moyens spécifiques PROF.pdf
Ci joint le document PDF élève : S42-1 - les moyens spécifiques ELEVE.pdf
Moyens de protection collectifs et de balisage de la zone d’intervention⚓
1) Balisage et protection collective
Dénomination | Photo | Fonction | Jetable / réutilisable |
|---|---|---|---|
Rubalise |  | Sert à délimiter la zone de travail | Jetable |
Panneau d’interdiction d’accès |  | Sert à informer de manière formelle l’interdiction d’accès à la zone balisée | Réutilisable (si support PVC) |
Kit de délimitation |  | Sert à délimiter physiquement une zone de travail | Réutilisable (matière plastique) |
Tente de soudure |  | Sert à protéger le personnel sur place des rayons UV des soudures | Réutilisable (dur) |
Bâche ignifugée |  | Sert à protéger des espaces ouverts (caillebotis) des projections incandescentes (soudage, meulage) et isole de tout travail par point chaud | Réutilisable |
Dénomination | Photo | Fonction | Jetable / réutilisable |
|---|---|---|---|
Aspirateur mobile de fumées |  | Sert à aspirer les fumées (soudage, meulage) lors de travaux en espace clos | Réutilisable |
Extincteur mobile sur roues |  | Sert à éteindre un départ d’incendie | Usage unique |
2 - Les E.P.I. (équipements de protection individuels)
 |  |  | |
Vêtement de travail | Casque | Chaussures de sécurité | Gants |
| |  |  |
Protection oculaires | Protection auditive | Gilet | Harnais (travail en hauteur) |
Moyens d’accès et de manutention.⚓
Le balisage permet :
d'avertir et de tenir éloigné les utilisateurs à proximité d'une zone de travail,
de délimiter une zone de travail pour l'opérateur
Des cônes plastiques peuvent être utilisés à cet effet, avec un ruban blanc et rouge appelé « Rubalise ». Une pancarte d'avertissement pourra compléter ce dispositif.
Les protections collectives (rideau occultant, aspiration de fumées, .... ) sont obligatoires pour la santé de tous.

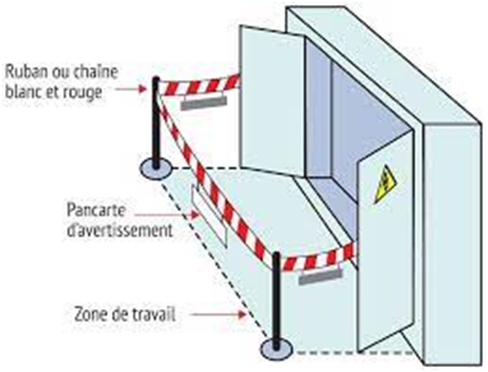

Complément : La zone ATEX (ATmosphère EXplosive)
Définition : « ATEX » est l’abréviation de l’expression « ATmosphère EXplosive ».
Une zone ATEX est un environnement dans lequel le risque d’explosion est élevé en raison de la présence de combustibles, visibles ou non à l’œil nu.
Exemples :
Lieu | Origine du danger | Risque | Consignes |
|---|---|---|---|
Station-service | Essence | Incendie / inflammation | Interdit de fumer, téléphone portable, lâcher le pistolet |
Pipeline alimentation carburants | Kérozène, essence | Incendie / inflammation | Utilisation outillage spécifique |

Moyens de fabrication spécifiques.⚓
En intervention, vous serez souvent amenés à prendre les machines outils dont vous aurez besoin. Prévoyez le nécessaire pour éviter d'être coincés.
Dénomination | Photo | Fonction | Pertinence |
|---|---|---|---|
Etabli de chantier |  | Etabli pliable permettant un support pour plusieurs activités (meulage, tuyauterie, soudage, etc.) Doit être équipé d’un étau polyvalent et/ou d’un étau de tuyauteur | Incontournable (à avoir absolument dans le camion de chantier) |
Outillage électroportatif |  | Permet des travaux sur un lieu sans électricité ou bien où l’électricité est difficile d’accès, permet de s’affranchir des rallonges (dangereuses) | Incontournable (à avoir absolument dans le camion de chantier et à minima une meuleuse d’angle avec disques) |
Moyens de manutention spécifiques.⚓
Pour travailler en toute sécurité, pas d'imprudence. Les outils sont là pour ça.
Dénomination | Photo | Fonction | Pertinence |
|---|---|---|---|
Palan |  | Sert à lever des charges lourdes (nécessite un point de fixation type poutre) | Incontournable (à avoir absolument dans le camion de chantier) |
Grue d’atelier |  | Sert au port et au transport de charges lourdes | En fonction de la nécessité et de la possibilité (sol droit, utilisation justifiée) |
Critères de choix des outils spécifiques (milieu explosif, risque chimique).⚓
Dans les zones de travail spécifiques, vous aurez besoin d'outils spécifiques, voici par exemple quelques outils pour une zone ATEX
Dénomination | Photo | Fonction | Pertinence |
|---|---|---|---|
Outillage cuivre béryllium (antidéflagrant) |  | Outillage manuel avec un alliage de cuivre-béryllium évitant l’apparition d’étincelles donc antidéflagrant (évite toute possibilité d’explosion) | Obligatoire sur zone ATEX |
Téléphone portable ATEX |  | Téléphone portable à faible rayonnement électromagnétique | Obligatoire sur zone ATEX |
Et maintenant, vous êtes prêt ou presque !⚓
N'oubliez pas de réaliser une liste des outils que vous aurez besoin pour votre intervention.
S43 - Les techniques de mise en œuvre sur site⚓
A R I A
Les accidents, sont susceptibles d'intervenir à chaque instants.
Pour les éviter, des précaution sont à prendre : suivre les données du fournisseur, les règles de manutentions...
Le site de l'ARIA détaille de nombreux accidents survenus sur des sites industriels.
A regarder.
S43 - 1 L'intervention⚓
L'intervention⚓
I. Introduction : Consignation / Déconsignation
Chaque année, des milliers d'accidents surviennent lors de travaux de réparation, de maintenance de machines ou d'équipements industriels. La plupart d'entre eux sont causés par des sources d'énergie qui ne sont pas neutralisées. Cependant, en Europe, diverses réglementations existent, stipulant que l'équipement doit être coupé de toute source d'énergie et bloqué lors des travaux de réparation ou de maintenance.
II. Les exigences réglementaires
Il existe dans le code du travail deux types de textes qui vont rendre indirectement la consignation / déconsignation obligatoire.
techniques
organisationnelles
III. Définition
La consignation (Condamnation/Identification) est une procédure de sécurité planifiée qui interrompt lors de manipulation de machine la source d'énergie. Cette procédure protège les personnes de tout risque lié au fonctionnement de ces équipements ou aux contacts électriques
La consignation des fluides et mécanique se réalise en plusieurs étapes :
La consignation et la déconsignation des fluides
La consignation et la déconsignation mécanique
Les systèmes de condamnation
a) Les étapes de la consignation des fluides :
Étape 1 : La séparation
Après avoir été identifié, l'équipement de travail doit être séparé de tout fluide ou solide, y compris les circuits de sécurité. Lors d'une consignation des fluides, il est impératif que l'énergie initiant le mouvement (pompe, compresseur, ventilateur...) soit arrêtée. C'est pourquoi dans la plupart des cas, une consignation des fluides nécessite une consignation électrique et/ou une consignation mécanique.
Étape 2 : La dissipation ou purge
Il s'agit d'évacuer entièrement le fluide restant dans l'équipement de travail. Cette étape passe par une vidange et un nettoyage.
 Attention ! Lors de l'élimination d'une atmosphère dangereuse (asphyxiante, ou contenant des gaz inflammables...) une procédure spécifique est à établir en se basant sur une analyse des risques. Cette procédure comprend :
Attention ! Lors de l'élimination d'une atmosphère dangereuse (asphyxiante, ou contenant des gaz inflammables...) une procédure spécifique est à établir en se basant sur une analyse des risques. Cette procédure comprend :
• La ventilation,
• La mesure du taux d'oxygène ou la quantité de vapeur inflammable,
• Le contrôle d'accès.
Les poussières combustibles doivent être aspirées à l'aide d'un équipement adapté afin d'éviter toute explosion, du fait de leur mise en suspension.
Étape 3 : La condamnation
Il s'agit de condamner en position de fermeture les organes de séparation et en position d'ouverture les organes de purge. Il est conseillé de munir vos installations de dispositifs de séparations équipés de moyens de condamnations intégrés (vannes ou purges cadenassables...). Pour les équipements non équipés de ces moyens intégrés, des mesures compensatrices telles que des chaînes ou encore des équerres soudées doivent être mises en place.
Étape 4 : La vérification
Dans cette dernière étape, il faudra effectuer une vérification d'absence de risque résiduel.
Attention ! L'absence d'écoulement n'est qu'une indication car un produit peut être figeant, colmatant, cristallisant, visqueux. C'est pourquoi l'efficacité de la purge devra être contrôlée....
Complément : Fichier PDF
Pour aller plus loin, retrouver le document élève qui complète ce qui a été dit.
Méthodes de vérification avant intervention⚓
Avant d'intervenir ...
Avant toute intervention, vous devrez vous assurer de la mise à l'arrêt de l'installation et que celle ci ait bien été prévue au planning d'intervention. Un verrouillage devra avoir été effectué.
Une fois l'arrêt de la ligne, vous allez devoir :
vidanger les canalisation, et vérifier que les lignes de tuyauterie soient HORS pression résiduelle. Attention aux colmatages !
Arrêter les énergies : condamner la mise sous tension des organes électriques : moteurs, pompe, capteur...
vérifier la températures des éléments si nécessaires.
Phases de démontage, relevé de cotes, obturation, adaptation, remontage.⚓
Soyez méticuleux dans votre intervention, procédez par ordre :
démontage de la ligne de tuyauterie ou de l'ensemble
relevé de cotes avec les outils nécessaires (rapporteur, règle, ... )
obturation des piquages ou des lignes démontées. Prévoir des tampons ou bouchons adéquats
adaptation à réaliser
remonter en prenant en compte le sens des composants.
Finition des ouvrages (protection, calorifugeage).⚓
Protection
Pour tous les ensembles chaudronnés ou de tuyauterie, il sera mis en évidence le besoin de protection de l'ensemble : une peinture est nécessaire en fonction de l'environnement (air sec dans un local par exemple ou air marin, près du bord de mer). La qualité de peinture est à prendre en compte (primaire d'accrochage, épaisseur de peinture)
Il est également possible d'appliquer une galvanisation (à froid) sur les pièces réalisée.
Complément : Les épaisseurs de peintures, la galvanisation
Ci joint un document à consulter pour avoir connaissances des différents environnements et des protections nécessaires
https://www.zinq.fr/wp-content/uploads/pdf/guide-ts-livre-untec.pdf
On pourra même utiliser une jauge d'épaisseur pour vérifier l'épaisseur présente sur l'ensemble chaudronné.
Le calorifugeage
Le calorifugeage permet une protection supplémentaire pour le tuyau ou l'ensemble chaudronné.
De part son matériau ou son épaisseur, le calorifugeage permets un ralentissement de l'échange thermique entre l'intérieur du tuyaux (ou de l'ensemble chaudronné) avec l'extérieur de celui ci.
Par exemple, dans la photo ci dessous, on peut voir une couche de laine de roche qui isole le tuyaux à l'intérieur. La laine de roche est le plus souvent recouverte par un habillage en acier.

S5. Qualité et contrôle⚓
S6. La santé, la sécurité au travail et la protection de l'environnement⚓
La sécurité dans l'atelier
Avant toute activité de production, prendre connaissance de la présentation des risques dans l'atelier
Consulter ce document avant de commencer à travailler.
Vous pouvez aussi consulter le fichier en Pdf :
S61 - La prévention des risques, la santé et la sécurité⚓
S61-1 Le cadre général⚓
S61-2 La prévention des risques professionnels⚓
S61-3 Les risques liés aux activités⚓
Equipements ...
N'oubliez pas les Équipements de Protection Individuels et collectifs, ils sont là pour protéger les employés individuellement et collectivement !
Équipement de Protection Collective⚓
Rideau de protection : il permet de protéger les salariés de l’entreprises contre le rayonnement ultraviolet lors des opérations de soudage. Également, le rideaux permettent de protéger les utilisateurs et le matériel des projections de métal en fusion lors d’opération d’ébarbage.
Aspiration : L’aspiration des fumées de soudage est obligatoire. Pour limiter le risque d’inhalation, il est possible d’installer une aspiration de fumées.
Centralisée ou portative, il ne faut pas oublier de la mettre en route lors des opérations de soudage.
Équipement de Protection individuelle⚓
Indispensable lors des opérations de fabrication ...
Le masque de soudage
La masque de protection individuelle
Le casque anti bruit
Bouchon d’oreilles
Les gants
Attention pour les Gants :
Evitez les gants trop amples, qui sont dangereux lors des opérations sur machines tournantes (perceuse, tank abrasif)
Les gants en cuir sont préconisés dans de nombreuses applications, notamment lors du soudage où les gants en caoutchouc ou synthétique recouvert d'élastomère sont totalement proscrit.
S62 - Démarche de prévention des principaux risques⚓
S62-1 Analyse des risques⚓
· Identification des dangers, signalisation, l’estimation et l’évaluation des risques.
· Recherche des mesures de prévention.
Identification des dangers⚓
Complément : Rendez vous sur le site de l'INRS
Le site de l'INRS est très complet et permet d'approfondir la question de la signalisation et de la sécurité.
Vous avez accès à deux documents :
Les dangers présents dans l’atelier sont nombreux.
Ils peuvent être annoncés lorsque :
Des fonctionnements de machine outils (presse plieuse, rouleuse, perceuse) sont en cours
Des centrales de découpe (plasma, jet d’eau, laser) fonctionnent
Des réactions chimique ou traitement soudain (traitement thermique) sont réalisés
Des opérations spécifiques (analyse radiographique) sont faites.
Pour toutes ces opérations, une signalisation est utilisée.
Signalisation⚓
La signalisation dans un atelier
Pour travailler en sécurité, les pictogrammes informent les employés des dangers potentiels (port du casques, protection individuelles ou collective, zone restreinte…)
En complément des pictogrammes, la signalisation dans l’atelier doit avoir une place importante. On distinguera plusieurs types de signalisation :
Les pictogrammes (ils informent l’utilisateur ou les visiteurs de dangers ou d’obligation)
La signalétique au sol ou sur machine : ruban de couleurs, peinture
Le signal lumineux (témoin de fonctionnement, avertisseur)
Le balisage sur chantier (quelques fois temporaire)
L’avertisseur sonore
Complément : A retenir :
Extrait de la brochure INRS :
Les couleurs utilisées doivent respecter la signification et les indications prévues par l’arrêté
du 13 novembre 1993 modifié, à savoir :
- rouge : signal d’interdiction, danger-alarme ou matériel et équipement de lutte contre
l’incendie ;
- jaune ou jaune-orangé : signal d’avertissement ;
- bleu : signal d’obligation ;
- vert : signal de sauvetage ou de secours, retour à une situation normale de sécurité.
Travail à faire :
A partir des éléments que vous connaissez, déterminer une zone de travail à l’aide de ruban autocollant jaune / noir.
Vous tracerez la zone au sol dans l’atelier, il faudra également nettoyer la zone où sera collé le ruban,
La sécurité avant tout.⚓
Vous pouvez consulter ce fichier pour vous guider :
Pages 1 à 4
Page 5 et 6
Page 7 et vignette
L’estimation et l’évaluation des risques⚓
Danger repéré, risque évité !
Tout danger, s’il ne peut être évités, est précurseur d’un risque.
Les dangers existent mais ils doivent impérativement être repérés, signalés, évalués et s’ils ne peuvent pas être totalement supprimés, ils doivent obligatoirement être minimisé.
C’est-à-dire que pour l’évaluation d’un risque, on en établi la gravité et l’occurrence.
Exemple : L'analyse du risque : Carter d'une cisaille
Par exemple, dans une entreprise fictive, le carter de la cisaille a été retiré car il incommode les salariés de l’entreprise lors des opérations de découpe. Cela leur permet de gagner du temps lors de la découpe de pièce, quitte à mettre en danger la sécurité de l’employer.
Il faut mesurer la probabilité d’utilisation de la machine : très fréquent (plusieurs fois par jour), à rare (une fois par mois)
Ensuite, il faut déterminer la gravité d’un accident : simple coupure occasionnant un pansement, jusqu’à une amputation de membre (doigt, main).
Quelque soit le résultat, il faut trouver une solution pour minimiser le risque, par exemple, remettre le carter ou changer la machine outils.
Recherche des mesures préventives⚓
Pour prévenir les risques professionnels dans l’entreprise, il faut que l’ensemble des acteurs concernés s’organisent pour travailler ensemble. Une démarche de prévention doit donc être organisée et suivie, avec une hiérarchisation et une planification dans le temps des actions à conduire, et avec une évaluation régulière de l’efficacité de ces actions. Une promotion des actions de prévention est également à prévoir.
Lien internet : https://www.inrs.fr/demarche/mise-en-oeuvre-prevention/ce-qu-il-faut-retenir.html
Lien internet : https://www.preventionbtp.fr/
S62-2 Analyse des accidents⚓
Site National
Site internet à consulter pour approfondir votre curiosité :
https://www.aria.developpement-durable.gouv.fr/
Ce site répertorie tous les accidents technologique et propose pour plusieurs cas, des propositions d'améliorations
S62-3 Amélioration de la santé et de la sécurité au travail⚓
Pour améliorer la santé et la sécurité au travail, le site de l'INRS est à consulter, tout comme le site de la CARSAT. Il y n'y a pas de site national, mais chaque régions possède son site.
Vous trouverez des informations sur le site suivant.
https://www.carsat-sudest.fr/home/entreprises/prevenir-vos-risques-pros.html
La Carsat joue un rôle crucial dans la prévention des risques professionnels en France. Elle s'engage à assurer la santé et la sécurité des salariés en développant des actions concrètes et en coordonnant les efforts de prévention sur le territoire régional. Les employeurs sont tenus de mettre en place des mesures de prévention adaptées à leur secteur d'activité, et la formation à la prévention des risques professionnels est une obligation légale. La Carsat propose également des aides financières et des conseils pour aider les entreprises à améliorer les conditions de travail et à réduire les risques professionnels.
S62-4 Prévention des Risques liés à l'Activité Physique.⚓
S62-5 Conduite à tenir en cas d'accident (SST).⚓
L'INRS, un site de référence.
Être Sauveteur Secouriste au Travail peut-être un point en plus. Il permet de réagir en cas d'accident sur le lieu de travail.
https://www.inrs.fr/demarche/organisation-secours/accident-malaise.html
Des formations sont possibles et permettent de sauver des vies. Ne les sous-estimez pas
Par exemple, le cas où « la victime ne répond pas mais elle respire ». La PLS position latérale de sécurité :
Vidéos réalisées par les élèves⚓
Travaux des élèves
Voici le travail réalisé par les élèves de la 1 TCI qui ont participé au projet VSA.
Ce travail est le fruit de 2 journées de présence au lycée pendant laquelle une équipe de 5 professeurs ont dirigé la formation.
Protection collective
Le Groupe d'élèves a travaillé sur la Protection Collective dans les ateliers.
Vous pouvez télécharger la vidéo de meilleure qualité ici : Trame VSA - Protection Collective.mp4
Impossible d'accéder à la ressource audio ou vidéo à l'adresse :
La ressource n'est plus disponible ou vous n'êtes pas autorisé à y accéder. Veuillez vérifier votre accès puis recharger la vidéo.
Protection individuelle
Le Groupe d'élèves a travaillé sur la Protection Individuelle dans les ateliers.
Vous pouvez télécharger la vidéo de meilleure qualité ici : Trame VSA - Groupe Arc.mp4
Impossible d'accéder à la ressource audio ou vidéo à l'adresse :
La ressource n'est plus disponible ou vous n'êtes pas autorisé à y accéder. Veuillez vérifier votre accès puis recharger la vidéo.